- 品牌
- 精准精密机械
- 型号
- 齐全
- 基材
- PVC,BOPP,纤维布,金属箔,聚酯,聚酰亚胺,美纹纸,牛皮纸,泡棉
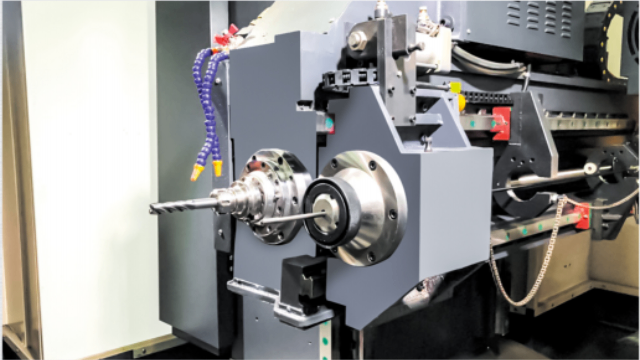
五轴深孔钻的智能调控系统,是实现自动化、精细化加工的中心支撑。设备搭载的数控系统可实现六轴协同控制,坐标轴命名符合国家标准,操作逻辑清晰,便于操作人员编程与调试。系统内置工艺数据库,存储不同材料、不同孔型的加工参数,操作人员可根据加工需求快速调用,同时支持参数自定义调整,适配个性化加工场景。加工过程中,系统通过传感器实时监测刀具磨损、切削温度等数据,当检测到刀具磨损达到设定阈值时,自动发出预警并调整加工参数,延长刀具使用寿命,减少废品产生。部分高级机型还集成工业互联网模块,实现加工数据的实时上传与追溯,便于生产管理与工艺优化,推动加工流程向智能化、数字化转型。五轴深孔钻支持空间定位加工复杂零件。广东金属加工五轴深孔钻性能

五轴深孔钻的热管理设计,是维持长时间加工精度的重要保障。切削过程中产生的热量会导致机身、刀具与工件发生热变形,影响加工精度。设备通过优化机身结构,采用散热性能优良的材料,配合冷却风道设计,快速散发机身热量。主轴单元配备单独冷却系统,控制主轴温度变化,避免主轴热膨胀导致的加工误差。同时,数控系统具备热变形补偿功能,可实时监测各部件温度数据,通过算法修正加工路径,抵消热变形带来的影响。在高精度加工场景中,这种热管理设计可有效抑制误差,让五轴深孔钻在长时间连续作业中,依然能保持稳定的加工质量,满足精密零件制造的严苛要求。广东金属加工五轴深孔钻性能模具制造领域常借助五轴深孔钻完成孔加工。
在精密夹具制造中,夹具需加工多个深孔用于定位、夹紧或导向,孔位精度与一致性直接影响夹具定位精度。五轴深孔钻通过一次装夹完成多孔加工,确保孔系位置一致性与同轴度,提升夹具定位精度。设备的加工精度可控制深孔的尺寸公差,避免因孔径偏差导致的定位松动或干涉。同时,五轴深孔钻可加工不同角度的深孔,适配夹具的复杂结构设计,满足多样化定位需求。这种加工能力让五轴深孔钻在精密夹具制造中发挥重要作用,提升夹具性能与工件加工精度。
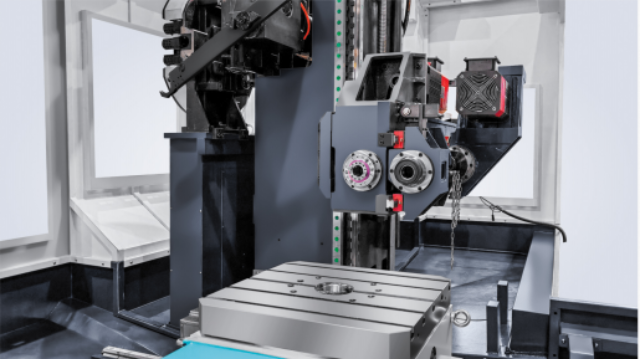
五轴深孔钻的钻铣切换技术不断升级,切换效率与稳定性持续提升。设备采用导向箱自动倾斜向上移开的方式,无需人工干预即可完成钻削与铣削模式的快速切换,切换过程平稳,避免对工件与设备造成冲击。这种切换技术让设备在加工复杂零件时,可灵活切换加工模式,先通过铣削完成零件外形加工,再进行深孔钻削,实现多工序一体化。切换过程中,设备的定位精度保持稳定,避免切换后出现的孔位偏差,提升加工质量。同时,钻铣切换结构设计紧凑,不占用过多设备空间,让设备在有限场地内即可实现多工艺加工,提升场地利用率。铝合金零件深孔加工适配五轴深孔钻设备。

在航空航天导管加工中,导管需加工深孔用于介质输送,这类导管多为弯曲结构,孔位需沿导管轴线精细分布,加工难度大。五轴深孔钻凭借多轴联动与灵活的姿态调整能力,可实现弯曲导管上深孔的精细加工。设备通过旋转轴调整导管姿态,使钻头始终垂直于导管加工表面,确保孔位精度与垂直度。同时,设备的数控系统可根据导管弯曲轨迹,自动生成加工路径,精细控制钻孔位置,避免孔位偏差导致的介质泄漏。这种加工能力让五轴深孔钻成为航空航天导管制造中的关键设备,保障航空航天装备的运行安全。五轴深孔钻通过多轴协同减少工件装夹次数。海南五轴深孔钻
五轴深孔钻配备多刀位刀库满足加工需求。广东金属加工五轴深孔钻性能
在精密齿轮加工中,齿轮轴等零件需加工深孔用于安装传动轴或润滑,孔位精度与同轴度直接影响齿轮传动效率与稳定性。五轴深孔钻通过一次装夹完成深孔加工,确保孔系同轴度,避免多次装夹带来的误差。设备的主轴精度高,配合高精度刀具,可保证深孔尺寸公差与表面质量。数控系统具备精细的位置控制功能,可实现深孔与齿轮齿面的位置精细匹配,提升齿轮传动性能。同时,五轴深孔钻的加工效率高,可满足齿轮批量生产需求,为精密齿轮制造提供可靠支撑。广东金属加工五轴深孔钻性能

- 天津数控五轴深孔钻技术规格 2026-03-11
- 广西智能五轴深孔钻机床 2026-03-11
- 上海小型五轴深孔钻多少钱一台 2026-03-11
- 江苏高速五轴深孔钻供应商 2026-03-11
- 江苏智能五轴深孔钻 2026-03-11
- 内蒙古金属加工五轴深孔钻报价 2026-03-11
- 山西高精密五轴深孔钻技术规格 2026-03-11
- 大型五轴深孔钻多少钱一台 2026-03-11





