- 品牌
- 海鼎智柔
- 型号
- 支持定制
- 类型
- 工装夹具,装配夹具,组合夹具,焊接夹具
- 材质
- 不锈钢,碳钢,铝合金,材质支持定制
- 加紧动力源
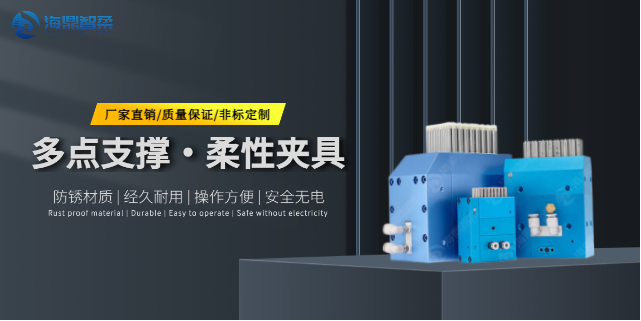
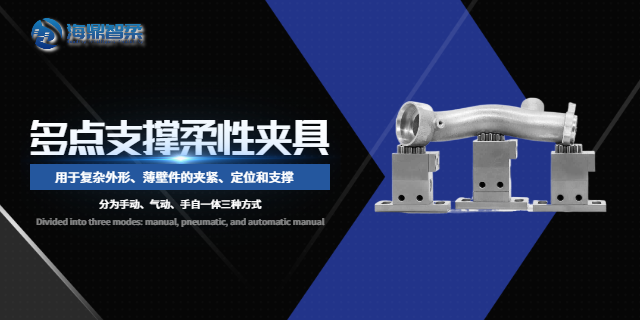
- 手动夹具,气动夹具,手自一体夹具
- 是否标准件
- 是
- 适用机床
- 磨床,钻床,铣床,车床,锯床,加工中心
- 样品或现货
- 现货
- 是否进口
- 否
- 是否库存
- 库存
- 厂家
- 海鼎智柔
医疗器械的生产关乎生命健康,对零部件的加工精度和质量稳定性要求极高。海鼎智柔多点支撑柔性夹具凭借其优越的性能,在医疗器械非标自动化生产中发挥着关键作用。以人工关节、心脏起搏器等精密医疗器械部件为例,我们的夹具采用特殊的生物相容性柔性支撑材料,结合先进的传感器反馈系统,能够在加工过程中对工件进行精细定位和稳定支撑,确保在精密磨削、抛光等工序中,工件表面不受损伤,尺寸精度和表面质量达到比较好。这不仅为医疗器械产品的安全有效性提供了可靠保障,更为患者的健康福祉贡献了重要力量。 多点支撑柔性夹具,让未来制造触手可及!东莞动车使用多点支撑柔性夹具配件
随着汽车行业对节能减排要求的不断提高,轻量化已成为汽车设计与制造的重要趋势,汽车内外饰件也逐渐采用轻量化材料(如铝合金、镁合金、碳纤维复合材料、轻量化塑料等)。这类材料通常具有强度高、密度低但刚性较差的特点,传统夹具在加工过程中容易导致材料变形或损坏,难以满足轻量化加工需求。海鼎智柔多点支撑柔性夹具针对轻量化材料的加工特性,创新研发了“柔性支撑+准确控力”的加工方案,为汽车内外饰行业的轻量化加工提供了可靠保障。在柔性支撑方面,该夹具采用弹性支撑单元设计,支撑单元内置缓冲弹簧,能根据轻量化材料的刚性特点自动调整支撑力度,避免刚性夹持导致的材料变形。例如,对于厚度只2mm的铝合金仪表盘骨架,传统夹具的单点夹持力容易导致骨架弯曲变形;而海鼎智柔多点支撑柔性夹具通过多点分布式弹性支撑,将夹持力均匀分散到整个骨架表面,变形量控制在以内,完全满足加工精度要求。在准确控力方面,夹具的压力控制系统可实现级的夹持力调节,能根据不同轻量化材料的抗压强度(如镁合金的抗压强度约为200MPa,碳纤维复合材料的抗压强度约为1500MPa)设定比较优夹持力,既保证工件稳定夹持,又避免材料损伤。同时,夹具的支撑单元采用轻量化设计。 天津气动多点支撑柔性夹具厂家自动化产线通用夹持,海鼎智柔多点支撑柔性夹具稳定高效。
汽车行业正朝着智能化、个性化方向快速发展,车型更新换代频繁,零部件种类日益繁杂。海鼎智柔多点支撑柔性夹具完美契合这一趋势,在汽车零部件加工中表现优越。以汽车发动机缸体、变速器齿轮等零部件为例,我们的夹具能够快速适应不同型号工件的装夹需求,通过高精度的定位系统和自适应支撑机构,在铣削、镗削等多道工序中,为工件提供稳定可靠的支撑,有效减少加工振动,提升表面光洁度,确保零部件的尺寸精度和形位公差满足高标准要求,助力汽车制造商提高产品质量,降低生产成本,在激烈的市场竞争中抢占先机。
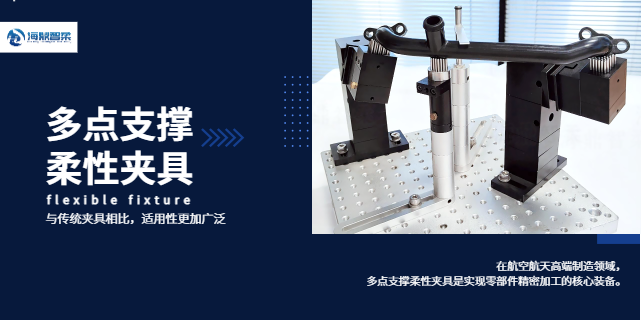
针对航天运载火箭箭体蒙皮的焊接工序,海鼎智柔多点支撑柔性夹具提供了可靠的解决方案。火箭箭体蒙皮焊接要求极高的密封性和结构强度,焊接过程中的热变形是影响质量的关键因素。传统夹具的固定支撑方式无法补偿焊接热应力,易导致蒙皮出现翘曲或焊缝开裂。海鼎智柔的夹具采用模块化支撑设计,支撑点配备温度传感器和压力反馈装置,在焊接过程中,能根据实时温度变化自动调节支撑力度和位置,通过柔性支撑抵消热变形。同时,夹具的支撑头采用耐高温合金材料,可承受300℃以上的焊接高温,避免支撑单元因热损伤影响精度。在某型号运载火箭的箭体蒙皮焊接中,应用该夹具后,焊缝的气密性检测合格率从85%提升至100%,焊接后的蒙皮直线度误差控制在以内,为火箭的安全发射提供了坚实保障。 复杂结构件加工,海鼎智柔多点支撑夹具找准多个受力点,让加工过程稳定无晃动。

在汽车内饰中控台的加工组装中,海鼎智柔多点支撑柔性夹具展现出优越的适应性与准确性。中控台作为车内的中心部件,集成了空调出风口、显示屏、按键等多种元件,造型复杂且材质多样,既有硬质的ABS塑料,又有软性的搪塑表皮。传统夹具在装夹时,往往因受力不均导致中控台出现变形或表面划痕,影响产品质量。海鼎智柔的多点支撑柔性夹具通过智能算法准确计算支撑点分布,根据中控台的三维模型,在其背面布置数十个可单独调节的支撑点,每个支撑点的力度都能实时反馈并动态调整。对于搪塑表皮部分,支撑点采用柔软的硅胶材质,避免压痕产生;对于硬质塑料骨架,则加大支撑力度,确保加工时的稳定性。在组装环节,夹具能准确定位各个元件的安装孔位,将误差控制在以内,大幅提高了装配效率。某汽车制造商引入该夹具后,中控台的合格率从原来的82%提升至99%,每月减少返工成本超10万元。 海鼎智柔多点支撑柔性夹具,通过密布支撑点均匀受力,让异形工件加工稳如磐石,精度更有保障。机床使用多点支撑柔性夹具欢迎选购
告别传统夹具的局限,多点支撑夹具让生产更自由!东莞动车使用多点支撑柔性夹具配件
薄壁件焊接过程中,热变形是影响质量的关键因素,海鼎智柔多点支撑柔性夹具提供了创新解决方案。以不锈钢薄壁管道焊接为例,传统夹具的刚性固定会导致焊接热应力无法释放,冷却后产生弯曲或扭曲变形,接口处出现裂纹风险。海鼎智柔的夹具采用“动态热补偿”技术,支撑点内置温度传感器和微型驱动单元,焊接时实时监测焊缝区域温度变化,通过算法预判热变形趋势,提前调整对应位置的支撑力度。在焊接不锈钢薄壁容器时,夹具沿容器圆周分布的支撑点能随焊接热源同步移动,形成“跟随式支撑”,将焊接后的直线度误差控制在以内。某压力容器企业应用该夹具后,薄壁容器焊接的渗漏率从5%降至,后期校形工序完全取消,生产效率提升40%,焊接后的容器耐压性能提高20%,满足了高压工况的使用要求。 东莞动车使用多点支撑柔性夹具配件

- 河北飞机蒙皮使用多点支撑柔性夹具怎么样 2026-02-28
- 重庆汽车使用多点支撑柔性夹具厂家 2026-02-27
- 浙江非标自动化多点支撑柔性夹具推荐厂家 2026-02-27
- 广州机床使用多点支撑柔性夹具怎么样 2026-02-27
- 北京碳钢多点支撑柔性夹具推荐厂家 2026-02-26
- 江苏飞机蒙皮使用多点支撑柔性夹具推荐厂家 2026-02-26
- 深圳定制多点支撑柔性夹具按需定制 2026-02-25
- 陕西cnc 加工使用多点支撑柔性夹具量大从优 2026-02-25