气柱袋的性能表现高度依赖材料技术与密封系统的协同优化,二者共同决定了气柱袋的抗穿刺性、气密性、耐温性与使用寿命。在材料层面,主流气柱袋产品采用尼龙(PA)与聚乙烯(PE)复合膜结构,通过三层及以上共挤工艺实现性能互补,不同层级的材料承担特定功能:外层为尼龙层,厚度通常为15-25μm,具备优异的抗穿刺性、抗拉伸性与耐磨损性,可承受50N以上的冲击力,有效抵御运输过程中的尖锐物体划伤;中层为茂金属聚乙烯(mPE)层,厚度30-40μm,具有极强的柔韧性与抗撕裂性,能确保气柱袋在-20℃至80℃的极端环境下保持弹性,不会出现脆裂或软化变形;内层为线性低密度聚乙烯(LLDPE)层,厚度20-30μm,具备良好的热封密封性与化学稳定性,热封后的密封强度可达12N/15mm,有效防止气体泄漏。气柱袋,就选江阴艾尔克缓冲材料有限公司,需要电话联系我司哦。浙江气柱袋报价
热封技术的重心的是热封参数的精细控制,热封温度、热封时间、热封压力是影响热封质量的三大关键参数:热封温度过高,会导致基材熔化、破损,影响气柱的密封性;热封温度过低,会导致热封不牢固,出现漏气问题;热封时间过长,会导致基材老化,降低易撕性;热封时间过短,会影响热封强度;热封压力过大,会导致气柱变形,影响缓冲效果;热封压力过小,会导致热封不紧密。因此,全自动热封设备配备了精细的温度、时间、压力控制系统,可根据复合薄膜的材质与厚度,自动调整参数,确保热封质量的稳定性。此外,部分热封设备还具备“在线检测”功能,可实时检测气柱的密封性与易撕效果,发现不合格产品,立即自动剔除,确保成品合格率达到99%以上,提升产品质量。浙江气柱袋报价气柱袋就选江阴艾尔克缓冲材料有限公司,需要电话联系我司哦!

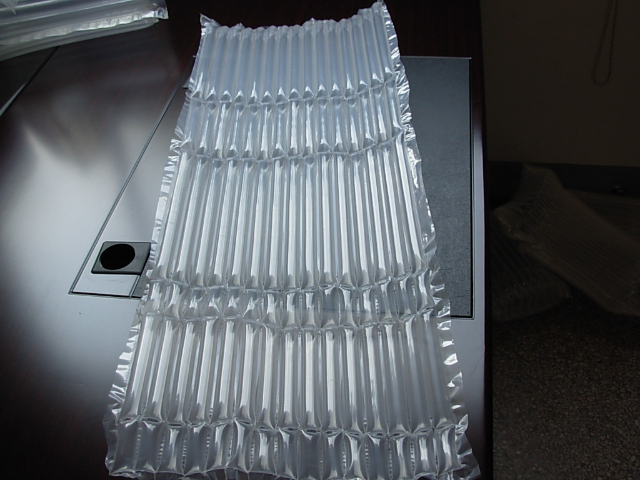
在全球经济快速发展和电子商务蓬勃兴起的背景下,商品流通规模不断扩大,对包装材料的保护性能、环保性和经济性提出了更高要求。传统缓冲包装材料(如泡沫塑料、纸浆模塑等)因存在环境污染、资源浪费等问题,逐渐难以满足可持续发展需求。缓冲气柱袋作为一种新兴的绿色包装材料,凭借其优异的防护性能、便捷的使用方式和环保特性,近年来在物流运输、电子产品、食品医药等领域得到广泛应用。缓冲气柱袋(Air Column Cushion Bag),又称充气气柱袋、空气柱包装袋,是一种以高分子薄膜为基材,通过热封工艺制成多个**气柱单元,并充入空气后形成缓冲结构的包装材料。其重心原理是利用空气的可压缩性,通过气柱形变吸收冲击能量,从而对内装产品起到固定、防震、防刮擦等保护作用。
热封成型是决定气柱结构稳定性的关键环节,主流工艺采用两组热封装置交替工作:***组以220-250V脉冲电压快速加热密封,脉冲时间0.3-0.5秒;第二组以200-230V脉冲电压二次加固,脉冲时间0.2-0.4秒,两组热封间隔控制在0.1-0.2秒,配合同步牵引装置,实现气柱腔室的精细成型。自动化生产线可实现热封频率10-15次/分钟,牵引速度0.8-1.2米/分钟,单条生产线日产能可达5-8万件。质量检测环节采用PID算法动态调整工艺参数,通过气密性检测、耐磨性能检测、剥离强度检测三大重心指标控制产品质量。例如根据气密性检测的气体泄漏量,自动调节热封电压,每相差1个单位泄漏量,电压调整±2V;根据剥离强度差值调节热封间隔时间,确保产品性能达标。**产品还会增加ISTA 3A级振动测试与4级冲击测试,验证运输环境下的防护可靠性。气柱袋,选江阴艾尔克缓冲材料有限公司,需要可以电话联系我司哦。
充气阀是易撕气柱袋实现充气与密封的关键部件,其设计合理性直接决定了气柱袋的充气效率、密封性与重复使用性。目前,易撕气柱袋常用的充气阀主要有单向逆止阀、双向阀两种,其中,单向逆止阀应用较普遍,凭借其“充气便捷、密封严密”的优势,占据市场主流。单向逆止阀的工作原理类似于“气体的智能守门员”:充气阶段,外部气压推动阀瓣打开,气体快速注入气柱单元;闭气阶段,内部气压使阀瓣紧密贴合,形成真空级密封,防止气体泄漏。单向逆止阀的充气效率高,无需手动密封,充气完成后,阀门会自动关闭,确保气柱袋长期保持充足气压,发挥缓冲防护作用;同时,单向逆止阀可实现重复充气与放气,当商品取出后,可通过放气阀将气柱内的气体排出,折叠存放,便于回收再利用,提升资源利用率。防潮防尘特性使其成为电子产品、光学仪器等高价值商品的理想包装。易撕气柱袋生产厂家
轻量化设计使单件包装重量减轻40%,符合跨境电商小包轻量化趋势。浙江气柱袋报价
缓冲气柱袋的制备工艺涵盖原料处理、薄膜成型、热封成型、气阀安装及质量检测五大环节,自动化设备的应用的明显提升了生产效率与产品一致性。具体流程如下:首先对原料进行预处理,包括废旧材料的分拣、消毒、纤维分级,以及纳米改性剂的表面处理,确保原料性能稳定;随后通过双螺杆挤出机实现原料熔融共混,流延机挤出成型薄膜,模头温度控制在200-220℃,冷却辊温度保持在15-25℃,确保薄膜厚度均匀性。热封成型是决定气柱结构稳定性的关键环节,主流工艺采用两组热封装置交替工作:***组以220-250V脉冲电压快速加热密封,脉冲时间0.3-0.5秒;第二组以200-230V脉冲电压二次加固,脉冲时间0.2-0.4秒,两组热封间隔控制在0.1-0.2秒,配合同步牵引装置,实现气柱腔室的精细成型。自动化生产线可实现热封频率10-15次/分钟,牵引速度0.8-1.2米/分钟,单条生产线日产能可达5-8万件。浙江气柱袋报价