- 品牌
- 南京云普
- 型号
- 1
冷链物流的重要需求是维持货物运输与存储过程中的温度稳定,电气自动化技术通过构建全链条温度管控体系,为冷链安全提供可靠保障。在冷藏车运输环节,系统实时监测车厢内温度、湿度数据,结合运输路线与外界环境变化,自动调节制冷设备运行功率,避免温度波动超出货物保存范围;在冷库存储环节,通过分区温控模块,根据不同货物的冷藏需求设定专属温度区间,自动调节各区域制冷设备,确保货物新鲜度。同时,系统能记录全程温度数据并形成可追溯档案,便于企业与监管部门核查,避免因温度失控导致的货物损耗。此外,远程监控功能让管理人员无需现场值守,通过终端即可实时查看冷链状态并调整参数,减少人力投入,降低运营成本,让冷链物流在保障货物安全的同时,实现高效化、智能化运营。实验室设备稳供靠电气自动化。高淳电气自动化运维

垃圾焚烧厂的电气系统集成,需实现焚烧炉运行、烟气处理与余热利用的协同优化,兼顾环保与能源回收。传统焚烧厂各系统自主运行,易因焚烧温度不稳定导致烟气污染物超标,且余热发电与焚烧节奏脱节,能源回收效率低。通过系统集成,将焚烧炉的温度、压力传感器,烟气处理的脱硝、脱硫、除尘设备,以及余热锅炉、汽轮发电机的数据联动:焚烧炉根据垃圾热值自动调节给料量与助燃风量,确保炉温稳定在环保要求范围;烟气处理设备根据焚烧炉出口烟气成分,动态调整药剂投加量,确保排放达标;余热锅炉根据炉温变化调节水位与蒸汽压力,汽轮发电机同步匹配蒸汽参数,充分发电效率。同时,集成污染物排放监测模块,实时上传数据至环保部门监管平台。这种集成模式既满足了环保标准,又提升了能源回收利用率,推动垃圾处理向 “减量化、无害化、资源化” 转型。节能电气自动化配电柜电气自动化优化化工防爆流程。

高低压成套设备选型需强化粉尘防爆设计,在粮食加工车间、饲料厂、面粉厂等场景,粉尘浓度过高易引发事故。选型时,需选用符合粉尘防爆等级的成套设备,柜体采用焊接结构避免粉尘进入,观察窗选用防爆玻璃,操作部件采用防爆型按钮与旋钮;内部元器件需经过防爆认证,如防爆断路器、防爆接触器,避免运行中产生电火花引燃粉尘。设备的通风散热设计需兼顾防爆,可采用隔爆型散热风扇,避免粉尘在柜内堆积;电缆引入装置需采用防爆密封接头,防止粉尘通过电缆缝隙进入。此外,成套设备需与电气自动化系统的粉尘浓度监测模块联动,当检测到粉尘浓度超标时,自动切断非必要回路电源,保留通风设备运行,降低事故发生的风险。粉尘防爆选型是保障这类场景安全生产的关键。
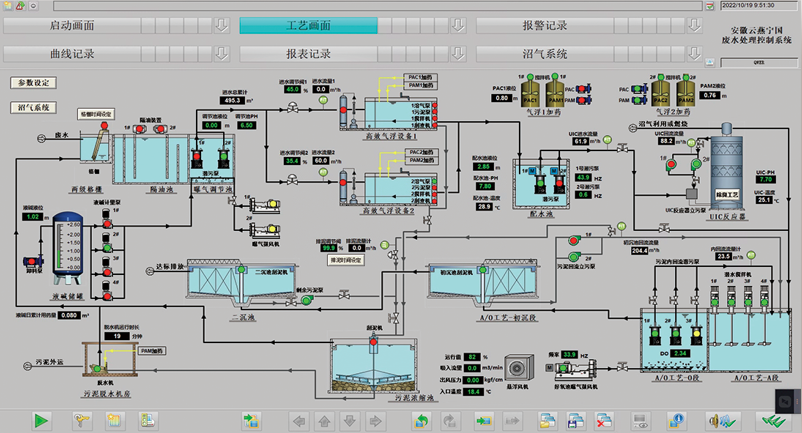
环保处理领域中,电气自动化技术通过整合各类处理设备,实现污染治理全流程的协同运行与智能调控。无论是废气净化、废水处理还是固废处置,系统都能实时监测处理过程中的关键指标,根据污染物浓度、处理量等变化自动调节设备运行参数,确保处理效果稳定达标。设备运行过程中,系统可实时跟踪运行状态,发现异常时自动切换备用设备或启动应急处理流程,避免处理中断导致的污染扩散。同时,电气自动化可记录处理过程的各项数据,形成完整的运行档案,便于环保监管核查与处理流程优化。这种智能化治理模式,既提升了环保处理的效率与可靠性,又减少了人工干预的误差,助力企业落实环保责任,推动绿色发展。电气自动化助楼宇安防联动。

工业生产流程中,电气自动化技术通过整合各类生产设备的运行数据,实现全流程的无人化或少人化管控。其重心在于搭建统一的控制网络,将分散的动力设备、加工机械、传输系统串联成有机整体,通过预设的运行逻辑自动调节设备启停、转速、压力等关键参数。生产过程中,系统能实时捕捉设备运行状态,当出现参数偏离或异常信号时,自动触发调整指令或停机保护,避免人为操作延误带来的生产中断。同时,电气自动化可根据生产任务量的变化灵活分配设备负荷,让资源利用更趋合理,减少无效能耗与物料浪费,帮助企业在保障生产稳定性的基础上,提升整体运营效率,推动生产模式从传统依赖人力向智能化自主运行转型。电气自动化助力工业设备故障预警与及时处置。鼓楼化工电气自动化
电气自动化提包装机封装效率。高淳电气自动化运维
港口装卸作业中,电气自动化技术大幅提升了货物吞吐效率与作业安全性,通过自动化岸桥、龙门吊、堆取料机等设备构建智能装卸体系。系统可根据船舶配载信息与货物类型,自动规划装卸路径与作业流程,设备准确完成货物的抓取、搬运、堆放等操作,无需人工干预。作业过程中,系统实时监测设备运行状态、货物重量、作业位置等数据,避免超载、碰撞等安全风险。同时,电气自动化可实现装卸设备与运输车辆、仓储系统的联动,形成无缝衔接的物流链条,减少货物中转时间。这种智能化的装卸模式,帮助港口提升吞吐能力,应对日益增长的货运需求。高淳电气自动化运维
冷链物流的重要需求是维持货物运输与存储过程中的温度稳定,电气自动化技术通过构建全链条温度管控体系,为冷链安全提供可靠保障。在冷藏车运输环节,系统实时监测车厢内温度、湿度数据,结合运输路线与外界环境变化,自动调节制冷设备运行功率,避免温度波动超出货物保存范围;在冷库存储环节,通过分区温控模块,根据不同货物的冷藏需求设定专属温度区间,自动调节各区域制冷设备,确保货物新鲜度。同时,系统能记录全程温度数据并形成可追溯档案,便于企业与监管部门核查,避免因温度失控导致的货物损耗。此外,远程监控功能让管理人员无需现场值守,通过终端即可实时查看冷链状态并调整参数,减少人力投入,降低运营成本,让冷链物流在保障货...
- 溧水电气自动化控制 2026-02-25
- 溧水建筑电气自动化设备 2026-02-25
- 雨花台化工电气自动化设备 2026-02-25
- 溧水工业电气自动化专业 2026-02-25
- 电气自动化控制 2026-02-25
- 鼓楼建筑电气自动化控制 2026-02-24
- 工业自动化和电气自动化的区别 2026-02-24
- 高淳电力电气自动化技术 2026-02-24
- 雨花台化工电气自动化控制 2026-02-24
- 自动电气化 2026-02-24

- 高淳电气自动化控制 2026-02-14
- 雨花台电力电气自动化工程 2026-02-14
- 工业电气自动化集成 2026-02-13
- 高淳工业电气自动化控制 2026-02-13
- 高淳矿山电气自动化专业 2026-02-13
- 六合建筑电气自动化集成 2026-02-13


- 在线水质 监测仪器 02-25
- 溧水电气自动化控制 02-25
- 溧水建筑电气自动化设备 02-25
- 全光谱水质监测 02-25
- 水质监测系统公司 02-25
- 水质监测类型 02-25
- 湖水水质监测指标 02-25
- 污水数字孪生公司 02-25
- 六合污水处理数字孪生技术 02-25
- 雨花台化工电气自动化设备 02-25