新能源汽车行业的快速发展对夹具提出了诸多特殊要求,尤其是在电池包、电机、电控等关键部件的加工与装配中。电池包壳体多为铝合金材质,质地较软,夹具需采用柔性夹紧方式,避免产生夹紧变形,同时定位精度需控制在微米级,确保壳体的密封性和装配精度;电机转子、定子的加工对同轴度要求极高,夹具需具备高精度的定心功能,减少加工过程中的圆跳动误差;此外,新能源汽车部件生产批量大、节拍快,夹具需具备高自动化程度和快速换型能力,适应多品种、大批量的生产需求。同时,部分部件加工涉及高压、高温环境,夹具还需具备良好的耐热、耐压性能,确保使用安全。夹具运行过程中振动微弱,有效避免因振动影响加工精度。咸阳液压夹具设备
模具加工中,快换夹具是应对多规格模具快速切换的主要工装,能大幅减少设备停机换型时间。这类夹具采用标准化接口设计,通过定位销与模具底座的精确配合,实现模具的快速定位,配合气动锁紧机构,只需数秒即可完成模具的固定与解锁,彻底摆脱传统螺栓固定的繁琐流程。为适配不同重量、尺寸的模具,夹具本体采用强度高的铸铁材质,底部增设加强筋结构,确保承载能力的同时抑制振动,避免加工过程中模具位移影响精度。夹具表面经过耐磨涂层处理,减少长期插拔造成的磨损,延长使用寿命;部分型号配备定位检测传感器,实时确认模具安装到位情况,防止未锁紧状态下启动加工。无论是注塑模具、冲压模具还是压铸模具的加工,快换夹具都能通过灵活适配性和稳定的定位效果,提升生产线的柔性化水平,满足模具行业多品种、小批量的生产需求。襄阳磨削夹具工作原理软爪夹具通过二次加工,能完美贴合不规则工件,保护表面不被夹伤。

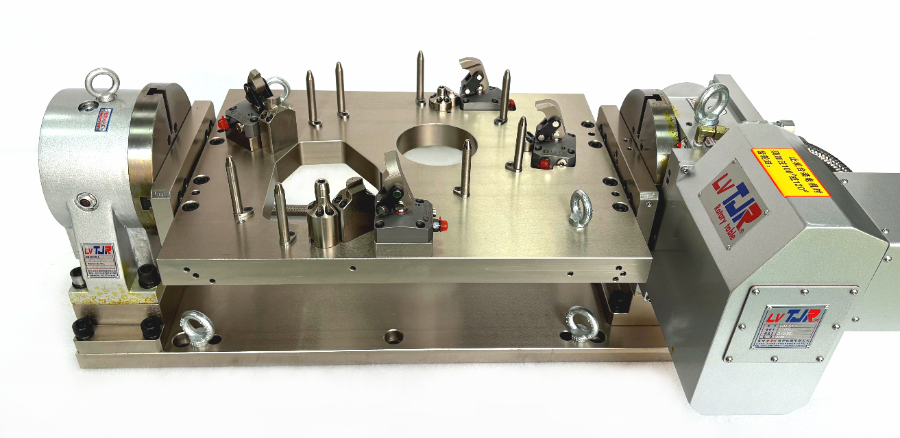
非标定制夹具是根据特定工件的结构特点、加工工艺要求以及设备实际情况,量身设计与制造的专门用于装夹的装备,能够精确适配特殊加工场景的需求。该类夹具的设计过程需充分调研工件的结构尺寸、材质特性、加工工序、装配要求等关键信息,结合加工设备的技术参数与生产现场的实际条件,进行针对性的结构设计与性能优化。夹具的定位机构与夹紧机构均根据工件的具体形状与加工需求进行定制,确保定位精确、夹紧可靠,能够有效解决特殊结构工件的装夹难题。
夹具在注重定位精度与夹紧力度的同时,也充分考虑对工件表面的保护。其与工件接触的部位,如定位块、夹紧爪等,均经过精细处理,采用软质材料镶嵌或表面涂层处理等方式,降低接触面的硬度,避免在装夹过程中对工件表面造成划痕、压痕等损伤。对于表面精度要求高的精密零部件,夹具通过优化夹紧力度控制,采用弹性夹紧、多点均匀夹紧等方式,确保在夹紧工件的同时,不会因夹紧力过大导致工件表面变形或损伤。这种对工件表面的保护设计,不仅能够保证加工后工件的外观质量,还能避免因表面损伤影响工件的后续装配与使用性能,尤其适用于精密零部件、外观件等对表面质量要求严格的产品加工。夹具夹持范围可调,覆盖多种工件尺寸,通用性强适配各种需求。
夹具的性能直接决定了切削参数的选择上限。在制定工艺规程时,工艺人员必须根据夹具的刚性来设定切削速度、进给量和背吃刀量。如果夹具刚性强,能够提供稳固的支撑,就可以采用大切深、快进给的高效加工策略,充分发挥刀具和机床的性能。反之,如果夹具刚性不足,或者夹紧力偏小,为了防止振动和工件移位,就不得不降低切削参数,降低加工效率。例如,在使用薄壁夹具加工箱体类零件时,为了避免夹紧变形,往往需要采用较小的切削力和较高的转速。此外,夹具的悬伸长度也影响切削稳定性,悬伸越长,系统刚性越差,允许的切削力就越小。因此,夹具只是辅助工具,它是工艺系统刚性链中的重要一环,直接参与决定了生产的效率和成本。夹具运行噪音控制良好,为车间营造更舒适的作业环境。夹钳夹具报价
夹具可配合检测装置使用,实时监控夹持状态保障加工安全。咸阳液压夹具设备
薄壁型夹具在装夹过程中,可通过微调机构对工件的定位精度进行精细校准,确保工件与加工坐标系精确对齐。其生产出来的产品,可以运用到多数场景中,例如适用于航空航天零部件、电子设备外壳、精密仪器壳体等各类薄壁件的铣削、车削、钻孔等加工工序,能够有效控制工件的加工变形,保障工件的尺寸精度、形位公差与表面质量。薄壁件夹具的出现,解决了薄壁件加工过程中的装夹难题,为薄壁类精密零部件的批量生产与高质量加工提供了关键技术支持。咸阳液压夹具设备
手动操作的夹具适用于对加工细节要求较高的场景,如微小零件加工、复杂曲面零件局部加工等,通过手动调节的...
【详情】通用性强是现代夹具的重要优势,能够有效降低企业的生产成本,提升生产灵活性。夹具通过灵活的结构设计,可...
【详情】夹具是精密机械加工中不可或缺的关键辅助装备,其关键价值在于为各类工件提供稳定可靠的支撑与精确无误的定...
【详情】定心夹具的夹紧力均匀且可调,能够根据工件的材质与尺寸灵活调整,既保证夹紧稳定性,又避免工件变形。同时...
【详情】