- 品牌
- 博尔勒,boerler
- 型号
- 齐全
- 电流
- 直流
- 作用对象
- 金属,不锈钢,钛合金
- 作用原理
- 脉冲,逆变
- 提供加工定制
- 是
- 产地
- 苏州昆山
- 厂家
- 昆山博尔勒自动化科技有限公司
薄壁管焊接的矛盾在于:需要足够热量实现金属熔合,却又极易因热输入过量导致烧穿、塌陷。微束等离子焊接工艺通过压缩电弧,形成能量密度极高、直径细小的针状电弧,能在0.1-0.5mm的极薄板上稳定燃烧。其“刚性弧柱”特性使得弧长变化对热量影响小,配合精密的维弧电流控制,实现了对热输入的毫焦耳级精细调节。精密脉冲TIG工艺则采用高频脉冲(可达500Hz以上),通过高峰值电流瞬间熔化工件,随即转入低基值电流维持电弧并令熔池冷却凝固。通过调节“峰基值时间比”,可精确控制熔深。这两种工艺均需与高动态响应的电源和运动系统配合。例如,在航空航天发动机的毛细冷却管路(材料为哈氏合金,壁厚0.3mm)焊接中,微束等离子焊可达到近乎完美的背面成型,无下垂;而在半导体设备中用于输送高纯气体的316L薄壁管(Φ6x0.5mm)焊接中,精密脉冲TIG能确保焊缝全圆周熔透均匀,且热影响区宽度小于0.8mm,完全满足对变形和晶粒生长的严苛限制。采用药芯焊丝(FCAW)或金属粉芯焊丝(MAG)工艺,提升户外焊接效率与抗风能力。上海狭小空间焊接机操作

当一家工程公司同时在多个省市开展管道项目时,如何保证各项目部的焊接工艺统一、质量可控是一大管理难题。新一代焊机通过内置物联网模块,可将焊接过程数据实时上传至企业云平台。总部或区域中心的工艺可以远程监控任一工地设备的运行状态、焊接参数和初步质量数据(如有)。云平台存储着公司标准化的焊接工艺规程(WPS)数据库。当某工地需要焊接新钢级或规格的管道时,总部可直接从云端下发经过评定的WPS参数包至现场设备,确保工艺一致。所有焊口的焊接数据记录自动归档,形成数字化的质量数据库,便于公司层面进行质量分析和持续改进。这种“云端集中管理、边缘智能执行”的模式,实现了大型施工企业焊接质量的数字化、标准化、精细化管理。江苏碳钢焊接机出租集成激光或电弧自动对缝跟随,薄管搭接或套接接头。

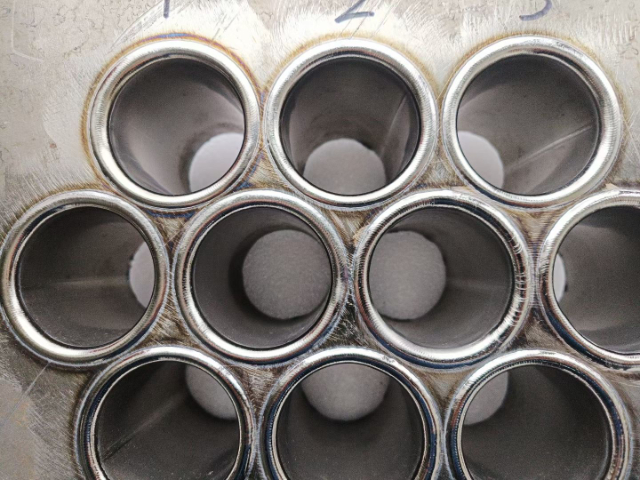
套管的精细定位是保证焊接质量与结构强度的前提。该焊接机内置的液压或气动内胀式定位系统,由一组高精度同心卡爪构成。安装时,定位头深入套管内部,卡爪在控制下均匀径向膨胀,直至与套管内壁完全贴合并施加恒定的胀紧力。此过程不仅能自动校正套管自身的微小椭圆度,更能使其轴线与基管孔的理论轴线强制对齐。系统配备位移传感器,实时反馈校正量,确保终同心度误差稳定控制在0.1毫米以内。这种从内部进行的刚性定位,避免了外部夹具可能带来的遮挡和干涉,为焊枪提供了无障碍的焊接路径。在核电蒸发器传热管套管、航空航天高压管路等对同轴度有极端要求的领域,此项技术是保障介质流畅、减少涡流与振动磨损,以及确保焊缝均匀受力的关键技术基石。
对于超大口径(DN800及以上)的长输供水钢管,为提高效率并保证质量,常采用先进的焊接工艺。一种是内焊机头,该设备从管道内部进行焊接,通常采用多焊枪(如4把)等间距排列,一次完成根焊,效率极高且背面成型可控。另一种是外焊双(或多)焊枪同步焊接,即两台焊接小车在管道外壁上同步同向运行,一台进行根焊/热焊,另一台进行填充/盖面,将多道工序合并,焊接速度成倍提升。焊机为此类工艺提供同步控制系统,确保两台设备在运动、起弧、收弧等动作上高度协同,避免相互干扰。这些高效焊接技术是建设“西气东输”、“南水北调”等大型调水工程的施工装备,直接关系到工程的建设周期和焊接质量。重型刚性轨道与双驱小车,承载大尺寸焊枪与附件,运行稳定无抖动。

为应对多样化的生产需求,套管焊接机采用高度模块化理念设计。其机架为标准平台,而关键的定心卡盘、旋转驱动头、焊枪摆动机构等均设计为快换模块。针对不同管径范围(如小径Φ20-100mm、中径Φ100-300mm、大径Φ300-800mm),各有相应的模块组。更换时,操作人员只需卸下少量连接螺栓与电气/气动快插接头,即可在30分钟内完成规格切换。每个模块都经过精密校准,更换后系统能自动识别模块型号并调用对应的参数库与运动学模型,确保精度不变。这种设计使一台主机能够覆盖从精密仪器到大口径结构管的需求,极大提高了设备的利用率和投资回报率,尤其适合多品种、小批量的工程机械、重型装备及压力容器制造企业。配备高速旋转电弧焊枪(转速3000RPM+),实现超薄热分散焊接。青岛特气焊接机调试方法
适用于钛、锆、哈氏合金等活性金属薄壁管的全位置保护焊接。上海狭小空间焊接机操作
即使实现了光亮焊,焊接接头区域的内壁粗糙度(Ra值)仍可能略高于经过抛光的母材管。为了达到超高的卫生标准(如Ra ≤ 0.5 μm),部分专机集成了焊后内壁处理模块。电解抛光(EP)是通过电化学方法选择性溶解焊缝表面的微观凸起,达到整体平滑的效果。集成设备会在焊接后,将电解抛光头伸入管道内部,对焊缝区域进行局部精细处理。机械抛光则采用微型磨头或磁力驱动的抛光球进行。处理过程自动化,并与焊接程序联动。处理后,焊缝区的粗糙度可与母材完全一致,甚至更低,达到镜面效果。这彻底消除了微生物在焊缝表面微小划痕或凹陷处附着的可能性,对于生产无菌注射液、高纯生物制品的生产线至关重要,是符合cGMP动态标准的保障。上海狭小空间焊接机操作
昆山博尔勒自动化科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来昆山博尔勒自动化科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
- 无锡氩弧焊焊接机出租 2026-02-08
- 西安小型焊接机教学 2026-02-08
- 不锈钢圆管焊接机维修 2026-02-08
- 青岛壁厚3mm以下薄壁焊接机价格 2026-02-08
- TIG-直流焊接机价格 2026-02-08
- 薄管不锈钢焊机 2026-02-08
- 上海狭小空间焊接机维修 2026-02-08
- TIG-直流焊接机如何更换钨棒 2026-02-08
- 无缝钢管焊接机推荐 2026-02-08
- 管管焊接机 2026-02-08
- 青岛自熔不加丝焊接机如何更换钨棒 2026-02-08
- 上海金属管道焊接机如何更换夹具 2026-02-08