- 品牌
- 精准精密机械
- 型号
- 齐全
- 基材
- PVC,BOPP,纤维布,金属箔,聚酯,聚酰亚胺,美纹纸,牛皮纸,泡棉
在汽车模具制造中,保险杠模具、仪表盘模具等大型模具需加工大量冷却孔与顶针眼,这些孔位分布复杂、深径比大,对加工效率与精度要求较高。五轴深孔钻通过一次装夹完成多方位孔加工,减少模具装夹调整时间,缩短加工周期。设备的大行程设计可适配大型模具的加工需求,工作台承载能力强,可稳定支撑大型模具工件。数控系统可导入模具三维模型,自动生成加工路径,精确控制各孔位坐标,确保冷却孔分布均匀,提升模具冷却效果,缩短产品成型周期。同时,五轴深孔钻的加工精度可保证顶针眼与顶针的适配性,避免模具成型过程中出现顶针卡顿问题。五轴深孔钻助力模具行业复杂孔型加工。广东高速五轴深孔钻设备

五轴深孔钻的维护便利性设计,可降低设备运维成本,延长设备使用寿命。设备关键部件如导轨、丝杠等采用密封结构设计,减少切削碎屑与冷却介质的侵蚀,降低磨损。润滑系统采用自动润滑设计,定期为运动部件加注润滑油,保证部件运转顺畅,减少人工维护工作量。设备配备故障诊断系统,可实时监测各部件运行状态,当出现故障时,自动报警并显示故障位置与原因,便于维修人员快速排查处理。此外,设备的易损部件标准化程度高,更换便捷,可减少设备停机时间,提升生产连续性。上海高速五轴深孔钻设备五轴深孔钻通过摇篮转台实现复合角度加工。

五轴深孔钻的数控系统具备强大的编程功能,支持手动编程、自动编程与图形化编程等多种方式,适配不同操作人员的习惯与加工需求。手动编程适用于简单孔加工场景,操作灵活;自动编程可通过导入三维模型生成加工路径,适用于复杂工件加工,提升编程效率;图形化编程则通过可视化界面,操作人员可直接在界面上绘制加工路径,直观便捷。系统还具备程序仿真功能,可在实际加工前模拟加工过程,检查路径是否存在干涉、参数是否合理,避免加工故障与废品产生,提升加工安全性与可靠性。
在精密夹具制造中,夹具需加工多个深孔用于定位、夹紧或导向,孔位精度与一致性直接影响夹具定位精度。五轴深孔钻通过一次装夹完成多孔加工,确保孔系位置一致性与同轴度,提升夹具定位精度。设备的加工精度可控制深孔的尺寸公差,避免因孔径偏差导致的定位松动或干涉。同时,五轴深孔钻可加工不同角度的深孔,适配夹具的复杂结构设计,满足多样化定位需求。这种加工能力让五轴深孔钻在精密夹具制造中发挥重要作用,提升夹具性能与工件加工精度。装备制造行业对五轴深孔钻需求稳定。

针对复合材料深孔加工易出现的分层、毛刺等问题,五轴深孔钻通过工艺优化与设备适配,实现复合材料的高质量加工。复合材料如碳纤维增强复合材料,层间结合力弱,传统钻孔易导致层间剥离,五轴深孔钻通过调整钻头角度,采用低进给速度与合适的切削参数,减少层间应力,抑制分层缺陷。同时,设备配备的金刚石涂层刀具或PCD刀具,具备高硬度与耐磨性,可有效切削复合材料,减少刀具磨损与毛刺产生。冷却系统采用低压油雾润滑,避免高压冷却导致的复合材料层间分离,提升加工质量。这种加工能力让五轴深孔钻在新能源、航空航天等采用复合材料的领域得到广泛应用。五轴深孔钻能有效处理深径比大的孔加工任务。大型五轴深孔钻生产厂家推荐
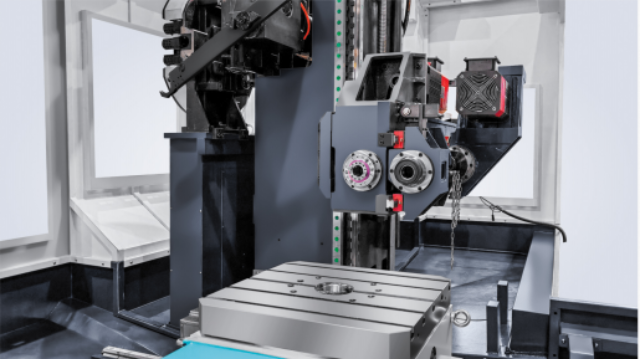
大型箱体四面加工可借助五轴深孔钻完成。广东高速五轴深孔钻设备
深孔加工的中心痛点的在于排屑与冷却效率,五轴深孔钻通过结构优化与工艺升级,针对性破译这类难题。设备通常搭载喷吸钻技术,双钻管设计自带封油结构,无需导向套贴合工件即可实现密封,对工件表面状态要求宽松,适配更多加工场景。切削过程中,冷却介质通过刀具内冷通道直达切削区,配合螺旋槽导屑结构,将切屑快速带出加工区域,避免切屑滞留引发的二次切削,减少孔壁划伤与刀具磨损。同时,五轴深孔钻的导轨布局多采用双导轨设计,搭配高刚性滚柱导轨,提升导向精度与低速运动平稳性,即使在高速切削状态下,也能保持运动顺畅,减少振动对加工质量的影响。这种结构设计让设备在处理深径比大的孔加工时,依然能维持孔壁粗糙度与尺寸一致性,适用于航空航天零部件等对加工质量要求严苛的领域。广东高速五轴深孔钻设备

- 天津数控五轴深孔钻技术规格 2026-03-11
- 广西智能五轴深孔钻机床 2026-03-11
- 上海小型五轴深孔钻多少钱一台 2026-03-11
- 江苏高速五轴深孔钻供应商 2026-03-11
- 江苏智能五轴深孔钻 2026-03-11
- 内蒙古金属加工五轴深孔钻报价 2026-03-11
- 山西高精密五轴深孔钻技术规格 2026-03-11
- 大型五轴深孔钻多少钱一台 2026-03-11


