- 品牌
- 伊比精密科技有限公司
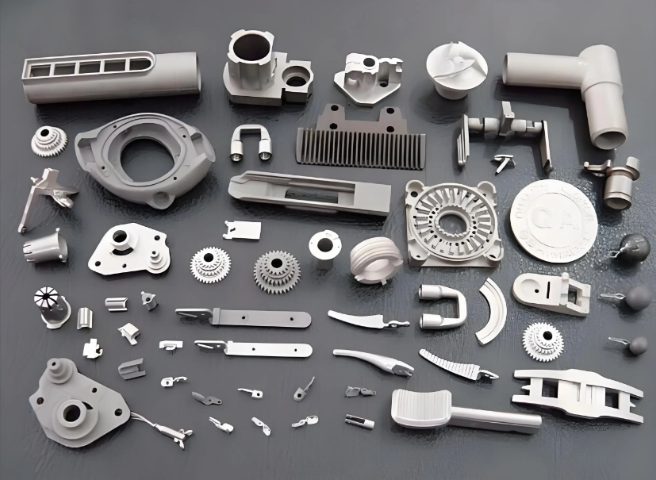
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
智能门锁的锁芯系统包含大量异形拨片、离合器零件和方轴。这些零件通常选用不锈钢或铁基材料,通过MIM工艺实现零件表面的耐磨性和内部的抗扭强度。由于锁具结构空间受限,零件设计往往极其紧凑且带有多个互锁特征。MIM技术利用流体成型原理,能够在微小空间内实现复杂的力学传递路径,确保了锁具在高频次开启下的动作准确性。安全件对尺寸稳定性的要求极为严苛。MIM工艺通过对脱脂和烧结过程中的线性收缩进行数学建模,能够将异形拨片的尺寸公差控制在极小区间,确保了锁芯内部各组件的配合间隙符合防拔、防震的安全标准。通过减少后续的磨削加工,MIM不仅提升了生产效率,还避免了二次加工可能引入的应力裂纹,为智能安防产品提供了稳固的结构支撑。您是否了解金属注射成型在智能穿戴设备零部件制造中的应用?医疗金属注射成型

钛合金特有的阳极氧化技术,能够通过调节电压在表面生成不同厚度的透明氧化膜,产生干涉色。这种着色工艺无需添加色素,具备优异的抗磨损性能和色彩稳定性。这使得钛MIM零件在配饰、精密钟表和电子消费品中具备确定的视觉辨识度。在运营端,阳极氧化的良率取决于零件烧结后的表面均匀性。如果零件内部存在偏析或表面有微小孔隙,氧化后的色彩会出现斑点或色差。建立一套从射出成型到表面打磨的标准化作业规范,监控电解液浓度和电流稳定性,能够确保大批量零件的色度坐标维持在公差范围内。这种对“材料-表面-外观”全链路的技术掌控,是运营人员展现岗位溢价能力的专业细节。河北铁金属注射成型制品在烧结后的硬度与传统锻造件相比具有可比性。

在微创手术(MIS)器械领域,MIM工艺利用17-4PH和420J2不锈钢制造手术钳头、剪刀叶片和缝合器挡板。这些零件通常具有极小的尺寸(5mm-10mm)和复杂的抓取或切割特征。MIM技术通过一次注塑即可完成齿形、槽位和贯穿孔的加工,规避了细小零件在机加工过程中容易产生的变形和毛刺问题,提升了器械在手术过程中的操作精度。医疗器械对材料的生物相容性和耐腐蚀性有明确要求。MIM不锈钢零件在高温真空烧结过程中,能够实现98%以上的相对密度,这种致密的组织结构有效减少了化学残留物在微孔中的积聚,符合反复高温高压灭菌的临床标准。通过对生产全流程的质量追溯,MIM工厂能够提供符合ISO13485标准的精密组件,支撑了现代医疗器械向微型化、集成化方向的技术跨越。
DfM(DesignforManufacturing)是提升MIM项目成功率的技术纽带。不锈钢粉末在烧结时的等比例收缩特性,要求零件设计必须遵循壁厚均匀的基本原则。如果零件各部位厚度差异过大,会产生热应力导致的形变。通过在厚大部位设计减重槽或引入加强筋,可以在保障结构强度的同时,缩短注塑冷却周期和脱脂时长,提升整体产出效率。在日常运营对接中,具备DfM分析能力意味着能够前置化地解决生产难题。例如,建议客户将尖角改为圆角以利于粉末填充,或调整分型面位置以减少后处理工序。这种从制造端向设计端的反向赋能,不仅缩短了新产品的开发周期(NPI),更体现了从业者深厚的技术积累。这是个人在职场中从“执行者”向“方案提供者”转变的关键纽带,也是薪资跨向15K的技术门槛。针对品牌级音响设备,伊比精密科技制造铍铜合金振膜,频率响应扩展至40kHz。

Ti-6Al-4V(五级钛)是MIM工艺中应用频率极高的α-β型钛合金。其物理特性源于铝(Al)对α相的稳定作用和钒(V)对β相的稳定作用。这种双相组织使得材料在维持低密度的同时,具备了极高的比强度(强度与质量之比)。在精密结构件制造中,Ti-6Al-4V能够提供优异的疲劳抗力和耐腐蚀性。在生产运营视角下,钛合金的性能高度依赖于烧结后的显微组织。通过控制冷却速率,可以调节魏氏组织或篮网组织的形貌,从而在抗拉强度与延伸率之间找到确定平衡点。对于需要承受高应力的折叠屏铰链或航空紧固件,建立一套基于金相分析的工艺验证标准,是确保零件可靠性的关键要素。通过自动化喂料系统,伊比精密科技实现汽车传感器壳体量产,日产能10万件。金属注射成型工艺
均匀的收缩率是保证成型件达到设计尺寸要求的前提。医疗金属注射成型
钛及钛合金在医疗器械领域具备确定的技术优势,尤其是其良好的生物相容性和较低的弹性模量(更接近人体骨骼)。MIM工艺常用于生产形状复杂的牙科种植体、手术镊头和骨科固定件。为了满足植入要求,零件表面必须进行严格的酸洗或钝化处理,以形成一层致密的二氧化钛保护膜。医疗行业的运营管理强调全制程的生物安全性。从模具润滑剂的选择到清洗介质的残留控制,每一个环节都需符合ISO13485标准。通过对烧结后表面粗糙度的精细化调节,可以影响骨细胞的附着效果。展示您在医疗准入标准下的工艺执行力和质量追溯能力,是向精密医疗制造赛道转型的关键要素。医疗金属注射成型
深圳市伊比精密科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳市伊比精密科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

折叠屏手机等精密结构件对不锈钢零件的厚度与精度有着明确的技术要求。MIM工艺目前能够稳定产出壁厚在0.3mm-0.5mm之间的不锈钢零件,并完整保留复杂的几何特征。由于采用了微米级的金属粉末,烧结后的零件表面粗糙度(Ra)可控制在1.6μm以下,这为后续的低摩擦滑动提供了物理基础。在运营此类高精密项目时,尺寸链的闭环控制是关键变量。通过采用高刚性模具结构和多级注塑参数控制,能够减少零件在脱模过程中的残余应力,从而降低烧结形变的风险。这种对微观工艺参数的把控,证明了MIM在应对高集成化设计时的技术承载力。通过对制程能力(CPK值)的持续监控,运营人员能够确保每一批次的交付件都符合严苛的行业公差标...
- 泰州金属注射成型加工 2026-02-27
- 山东金属注射成型生产厂家 2026-02-27
- 智能家具金属注射成型结构 2026-02-27
- 汕头医疗金属注射成型 2026-02-27
- 南通智能眼镜金属注射成型 2026-02-27
- 铝金属注射成型配件 2026-02-27
- 中山钛金属注射成型 2026-02-27
- 河北金属注射成型有多少 2026-02-27
- 江苏附近金属注射成型 2026-02-27
- 铁金属注射成型 2026-02-27



- 东莞金属注射成型零件 2026-02-27
- 钨钢金属注射成型工艺流程 2026-02-27
- 云浮不锈钢金属注射成型 2026-02-27
- 四川结构件金属注射成型 2026-02-26
- 连云港智能家具金属注射成型 2026-02-26
- 杭州钛金属注射成型 2026-02-26




- 南通智能眼镜金属注射成型 02-27
- 铝金属注射成型配件 02-27
- 中山钛金属注射成型 02-27
- 河北金属注射成型有多少 02-27
- 江苏附近金属注射成型 02-27
- 铁金属注射成型 02-27
- 清远金属注射成型原理 02-27
- 全国金属注射成型怎么样 02-27
- 浙江附近金属注射成型 02-27
- 汕尾mim金属注射成型 02-27