- 品牌
- 伊比精密科技有限公司
- 材料材质
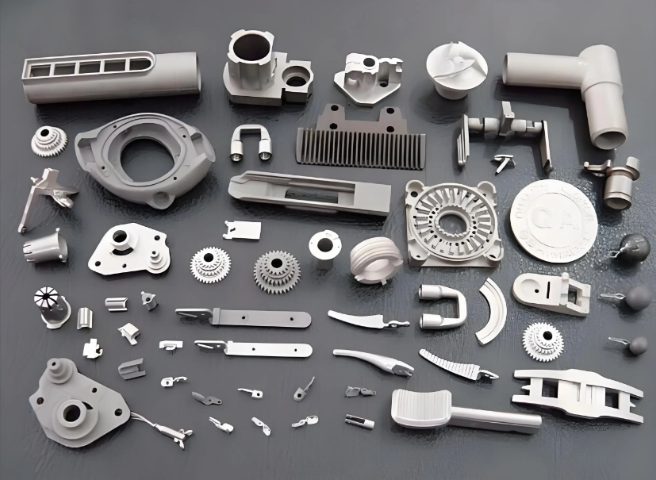
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
在绿色制造理念日益深入人心的背景下,伊比精密的技术研发方向也必然包含了对环境友好与资源效率的考量。其技术适应可能体现在几个方面:研发或采用更环保的粘结剂体系(如基于水或催化脱脂的配方),以降低生产过程中的能耗与排放;优化烧结工艺以提升能源利用效率;以及探索生产过程中产生的合格废料(如流道料柄)的回收与再利用技术。这些技术探索不仅是对外部环保法规与客户要求的响应,从长远来看,也是企业构建更可持续、更具成本竞争力的运营体系的内在需要。在大规模生产周期内,此工艺有助于降低单件产品的综合能耗!山东304金属注射成型

在金属注射成型领域,伊比精密通过构建完善的质量控制体系,确保了产品从原材料到成品的全程稳定性。公司采用高纯度金属粉末与定制化粘结剂,结合先进的混炼与注射设备,实现了喂料的高度均匀性与一致性。在脱脂与烧结环节,伊比精密通过精确控制温度曲线与气氛环境,有效减少产品变形与缺陷,使零部件尺寸精度可达±0.3%以内。同时,公司引入自动化检测系统,如三维扫描与显微分析技术,对产品进行全维度检验,满足医疗器械、电子通讯等行业对精密零件的苛刻要求。这种对细节的严苛把控,使伊比精密在国内外市场中赢得了高度信赖。广东表壳金属注射成型伊比精密科技专精金属注射成型,为医疗器械提供微型不锈钢零件,精度达±0.03mm。

伊比精密生产的医疗级不锈钢零件,如手术钳头、内窥镜连接件及齿科零件,具有确定的生物相容性与力学稳定性。医疗行业对零件表面质量和微观纯净度有着特定要求,通过优化脱脂与烧结工艺,可以确保零件内部碳残留控制在极低水平,从而维持材料优异的耐腐蚀性能,满足反复高温高压灭菌的临床条件。在微创手术器械的开发中,伊比精密利用MIM工艺制造出具有三维复杂几何特征的微型零件。相比传统精密铸造,MIM零件在表面粗糙度(Ra值)和细节复刻度上具有确定的优势。通过建立符合ISO13485标准的生产环境,并在后处理环节引入全自动化的视觉检测,确保了医疗组件在严苛的手术环境下具备高度的操作准确性与物理安全性。
伊比精密的技术纵深不仅限于自身工厂内部,还延伸至与上游供应链的协同创新。其技术活动常涉及与专业粉末供应商共同开发定制化的材料规格,以满足特定产品的性能或工艺要求。同时,对于粘结剂等关键辅料,企业也可能参与其应用性能测试与配方改进。这种深度的供应链技术协同,有助于从源头确保材料的一致性、优化综合成本,并共同攻克新材料应用的工艺难题。这反映出现代制造企业中,工艺提供者的技术能力与其对供应链的理解和影响力日益紧密地结合在一起,共同构成其整体技术竞争力的重要组成部分合理设计的冷却系统能缩短注射周期的时长,提升单位时间产出。

折叠屏等精密结构件对不锈钢零件的厚度与精度有着具体要求。MIM工艺目前能够稳定产出壁厚在0.3mm-0.5mm之间的不锈钢零件,并保持复杂的几何特征。由于采用了微米级的金属粉末,烧结后的零件表面粗糙度(Ra)可控制在1.6μm以下,这为后续的低摩擦滑动提供了物理前提。在运营此类高精密项目时,尺寸链的控制是关键挑战。通过采用高刚性模具结构和多级注塑参数控制,能够减少零件在脱模过程中的残余应力,从而降低烧结变形量。这种对微观工艺参数的把控,证明了MIM在应对高集成化设计时的技术承载力。通过对制程能力(CPK值)的持续监控,运营人员能够确保每一批次的交付件都符合严苛的行业标准。采用微纳尺度注射成型,伊比精密科技生产MEMS传感器铂合金电极,特征尺寸达50微米。湛江钛金属注射成型
均匀的喂料配比是保证金属注射成型制品精度和质量的关键环节。山东304金属注射成型
在推进智能制造转型的行业背景下,伊比精密的生产过程也呈现出数字化与技术深度融合的特点。其实践通常体现在几个层面:利用仿真软件对关键工艺进行虚拟验证,以缩短研发周期;在生产线上部署传感器,采集注射、烧结等环节的实时数据,构建工艺数据库;并尝试运用数据分析方法,寻找工艺参数与产品质量指标之间的关联,为优化和预警提供依据。这种将经验知识转化为数字化模型与数据资产的努力,是行业提升生产效率、稳定产品质量与实现柔性制造的重要技术路径之一。山东304金属注射成型
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

折叠屏手机等精密结构件对不锈钢零件的厚度与精度有着明确的技术要求。MIM工艺目前能够稳定产出壁厚在0.3mm-0.5mm之间的不锈钢零件,并完整保留复杂的几何特征。由于采用了微米级的金属粉末,烧结后的零件表面粗糙度(Ra)可控制在1.6μm以下,这为后续的低摩擦滑动提供了物理基础。在运营此类高精密项目时,尺寸链的闭环控制是关键变量。通过采用高刚性模具结构和多级注塑参数控制,能够减少零件在脱模过程中的残余应力,从而降低烧结形变的风险。这种对微观工艺参数的把控,证明了MIM在应对高集成化设计时的技术承载力。通过对制程能力(CPK值)的持续监控,运营人员能够确保每一批次的交付件都符合严苛的行业公差标...
- 泰州金属注射成型加工 2026-02-27
- 山东金属注射成型生产厂家 2026-02-27
- 智能家具金属注射成型结构 2026-02-27
- 汕头医疗金属注射成型 2026-02-27
- 南通智能眼镜金属注射成型 2026-02-27
- 铝金属注射成型配件 2026-02-27
- 中山钛金属注射成型 2026-02-27
- 河北金属注射成型有多少 2026-02-27
- 江苏附近金属注射成型 2026-02-27
- 铁金属注射成型 2026-02-27



- 东莞金属注射成型零件 2026-02-27
- 杭州金属注射成型厂家 2026-02-27
- 钨钢金属注射成型工艺流程 2026-02-27
- 云浮不锈钢金属注射成型 2026-02-27
- 四川结构件金属注射成型 2026-02-26
- 连云港智能家具金属注射成型 2026-02-26



- 南通智能眼镜金属注射成型 02-27
- 铝金属注射成型配件 02-27
- 中山钛金属注射成型 02-27
- 河北金属注射成型有多少 02-27
- 江苏附近金属注射成型 02-27
- 铁金属注射成型 02-27
- 清远金属注射成型原理 02-27
- 全国金属注射成型怎么样 02-27
- 浙江附近金属注射成型 02-27
- 汕尾mim金属注射成型 02-27