智能仓储标准作为推动仓储管理自动化的关键力量,正引导着仓储行业迈向一个全新的发展阶段。通过遵循智能仓储标准,企业可以更加便捷地引入新技术、新设备和新模式,推动仓储管理的智能化升级。同时,智能仓储标准也有助于消除行业内的技术壁垒,促进仓储资源的优化配置,提升整个行业的竞争力。未来,随着科技的不断发展,智能仓储标准将不断完善和更新,为仓储管理自动化提供更加坚实的保障。作为仓储行业的参与者之一,我们深知智能仓储标准的重要性。因此,我们将继续加大在智能仓储技术研发和标准化工作方面的投入力度,积极参与行业标准的制定与实施工作,为推动仓储行业的智能化升级和可持续发展贡献自己的力量。通过区块链技术确保库存数据的安全和可追溯性。东莞食品智能仓储

确定库容量(包括缓存区):库容量是指在同一时间仓库可容纳的货物单元数,这对自动化立体仓库来说是一个非常重要的参数。由于在库存周期会受到许多预料之外因素的影响,因此库存量的波峰值有时会较大程度上超出自动化立体仓库的实际库容量。除此之外,有的自动化立体仓库光考虑了货架区的容量,而忽视了缓存区的面积,结果造成缓存区的面积不足,使得货架区的货物出不来,库房外的货物进不去。在进行仓库的总体设计时,要根据仓库的规模、货物的品种、出入库频率等选择较适合的机械设备,并确定这些设备的主要参数。东莞食品智能仓储智能扫描设备支持多语言识别,适应国际贸易需求。

2012年是中国自动化立体库得到较快发展的一年。2012年初,由于众多物流系统工程项目的纷纷开工,自动化立体库项目建设市场一片繁荣,据不完全统计,2012年建设的具有较大规模的立体仓库在建项目有130多座,截至2012年12月,全国自动化立体库保有量超过1200座。以上所述的物流系统又是整个企业生产管理大系统(从订货、必要的设计和规划、计划编制和生产安排、制造、装配、试验、发运等)的一个子系统,建立物流系统与企业大系统间的实时连接,是自动化高架仓库发展的另一个明显的技术趋势。
食品饮料行业产品种类繁多、保质期各异,对仓储管理的时效性和卫生要求严格。智能仓储能满足这些特殊需求。在食品饮料仓储中,智能仓储系统可根据产品特性,分区存储不同类型食品。对于冷藏、冷冻食品,设置专门的冷链仓储区域,精确控制温度,确保食品新鲜度和品质。通过自动化设备,食品饮料的出入库操作快速准确,减少人工接触,降低污染风险。智能仓储管理系统实时监控库存,依据保质期和数据,合理安排产品出库,优先发出临近保质期产品,减少损耗。此外,系统还能记录食品从原材料采购到成品销售的全过程信息,实现质量追溯,一旦出现问题,可快速定位源头,保障消费者权益。其库存管理精细,实时掌握货物数量与出入库信息。

智能仓储的应用场景:化工仓储,化工行业的产品危险性较高,对工人的安全要求也相应提高。智能仓储系统可以通过自动化物流过程和自动化装卸设备等,减少人工操作,避免危险操作对人员造成的影响,提高操作的安全性和精确度。总之,智能仓储应用场景普遍,越来越多的企业也将其作为提升仓储和物流效率的重要手段。通过本文的介绍,我们可以了解到智能仓储系统是如何运作的,也可以了解到它在不同行业中的应用场景。随着人工智能和机器人技术的不断发展,未来的智能仓储将更加智能化和自动化,对于提升企业效率和质量将起到越来越重要的作用。有相关疑问或者需求的可以点击在线咨询进行跟专业顾问老师咨询哈~智能仓储利用先进识别技术,快速确认货物信息。深圳快消品智能仓储解决方案
智能仓储能适应不同形状、重量的货物存储需求。东莞食品智能仓储
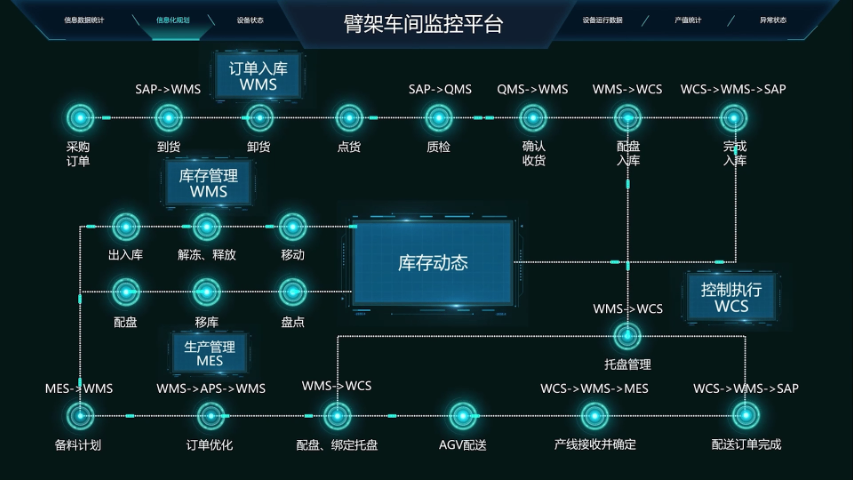
重要意义:智慧仓储主要聚焦物流多仓AGV密集作业、多AGV协同以及5G机器视觉等三大应用场景,填补了国内AGV领域多项空白,对仓储行业的数字化转型具有标志意义。智能仓储整体解决方案是指利用先进的信息技术、自动化技术和人工智能技术等,实现仓库管理的智能化、自动化。这种解决方案可以明显提高仓库的运作效率,减少人为错误,降低运营成本,并能更好地满足客户的需求。智能仓储和传统仓储的主要区别在于,智能仓储采用先进的信息技术和自动化设备来优化仓库操作,而传统仓储更多依赖人工操作和传统的记录方式。东莞食品智能仓储