农业机械耐候导轨报价 220-400 元 / 米,抗 UV 改性聚乙烯材质使成本增加 20%。安装采用卡扣式固定,避免焊接高温损伤材质,预留 3mm 热胀冷缩间隙。维护每季度清理导轨槽内秸秆碎屑,每年检查抗 UV 涂层厚度,磨损处补涂专门使用防护剂。某农机厂采购 300 米导轨,总费用约 9 万元,规范维护使其耐候性保持 5 年以上,减少农田作业停机维修 20 次 / 年,抗拉强度稳定在 500MPa。电子制造精密导轨报价 800-1500 元 / 米,机加工工艺和防静电处理占成本 50%。安装需使用防静电工具,通过千分表校准导向槽与链条的平行度,误差≤0.01mm。维护采用无尘布蘸专门使用清洁剂擦拭,每月测量防静电值(保持 10⁶-10⁹Ω),禁止接触尖锐物体。某芯片厂采购 100 米导轨,总投入 12 万元,精细安装维护使焊线良率提升至 99.8%,3 个月覆盖设备投资,避免静电击穿损失。高精度链条导轨,确保设备长期稳定运行!德州抗冲击链条导轨定制

矿山机械专门使用导轨报价:恶劣环境下的耐用投资 矿山机械专门使用导轨采用淬火钢材质,报价 380-650 元 / 米,80μm 镀锌层和焊接拼接工艺使成本高于普通钢导轨 40%。某铁矿采购 500 米提升机导轨,总费用约 25 万元,其每月磨损量≤0.3mm,耐盐雾性能超 1000 小时,使用寿命是普通导轨的 2.5 倍,年均节省更换费用 8 万元,同时减少设备故障率 45%,避免因停机导致的矿石减产损失。农业机械导轨的更换需关注耐候性:抗 UV 涂层厚度磨损至初始值的 50% 以下,或表面出现粉化现象(用手指擦拭可见粉末残留),会加速材质老化,必须更换。若卡扣式固定结构出现松动,或热胀冷缩间隙超过 5mm(初始预留 3mm),导致链条运行不稳,需更换导轨。当导向槽内积聚的秸秆碎屑无法彻底清理,或导轨出现长度≥50mm 的裂纹,会影响输送效率,应及时更换。户外作业的导轨使用寿命通常为 3 年,即使磨损轻微,也建议更换以应对极端天气,某农机站因此减少了雨季导轨断裂导致的农田作业中断。德州抗冲击链条导轨定制食品级链条导轨,无毒无污染,符合FDA/CE认证!

面对异形结构或高精度要求的链条导轨,机加工工艺彰显出无可替代的独特优势。以高分子尼龙板材为初始坯料,通过数控车床、铣床的精密切削加工,能够精确塑造带凹槽、台阶的复杂结构,如同为导轨 “量体裁衣”。其加工精度可达 IT7 级标准,表面粗糙度控制在 Ra≤0.8μm,触感细腻如镜面,能与特殊链条实现微米级的完美啮合,确保导向过程无卡顿。 某自动化设备厂定制的弧形导轨,借助五轴加工中心的多维度联动技术,实现 360° 圆弧的无缝过渡,误差被严格锁定在 0.03mm 以内,彻底攻克了链条转弯时的卡滞难题。相较于批量生产工艺,机加工的灵活性尤为明显 —— 小批量订单从设计到成品只需 3-5 天,能快速响应个性化需求,无论是带特殊孔位的异形件,还是高精度配合的定制导轨,都能精确交付,成为非标准化链条导轨生产的重心工艺方案。
对于重载工况而言,链条导轨堪称得力助手。在汽车制造领域,汽车发动机缸体这类重型物料的输送,需要强大的承载能力。链条导轨选用强度高度滚子链搭配淬火链轮,单滑块负载可达 50kg,足以胜任这一重任。在多尘多油的恶劣环境,如机械加工车间、焊接车间,普通传动部件易受干扰,而链条导轨经过表面镀锌或镀镍处理,抗粉尘、耐油污性能出色,能稳定运行。其模块化设计更为维护带来便利,当部分链节出现磨损时,可单独更换,无需整体拆卸,大幅度节省了维护时间与成本,保障了重载生产作业的连续性 。链条导轨,通过72小时盐雾测试,品质有保障!
陶瓷链条导轨的优异性能源于模压烧结工艺。将氧化铝陶瓷粉末装入模具,在 200MPa 压力下预压成型,再经 1600℃高温烧结 12 小时,使陶瓷颗粒充分致密化,致密度≥95%。烧结后的导轨硬度可达 HRA85,耐温高达 1000℃,适用于高温窑炉的链条导向。通过精密磨削加工,导轨平行度误差≤0.01mm/100mm,确保在高温环境下仍保持稳定的导向精度,使用寿命是金属导轨的 5-8 倍。滚压成型工艺为链条导轨赋予优异的力学性能。以冷轧钢板为原料,通过多组滚轮连续滚压,使板材逐步变形为所需的导轨截面。冷加工过程使材料晶粒细化,表面硬度提升 20%,抗拉强度增加至 500MPa 以上。无需焊接即可实现无缝成型,避免了焊接缺陷导致的应力集中。某重型输送设备用的 C 型导轨,经滚压成型后,承载能力较焊接件提升 40%,且生产速度达 15 米 / 分钟,适合长尺寸、强度高度导轨的批量生产。重载链条导轨,最大承载能力达10吨,矿山机械推荐!山东自润滑链条导轨自动化生产线配套
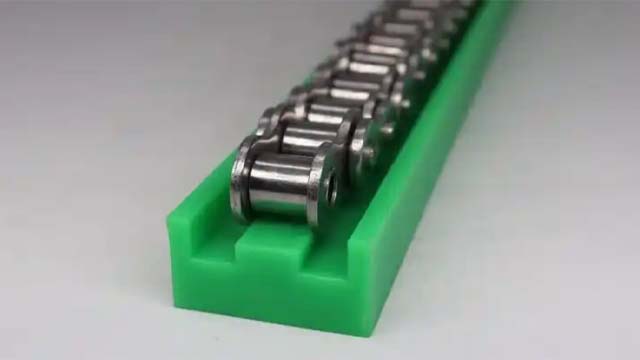
导轨表面经过特殊处理,摩擦系数低于0.1,大幅降低链条运行阻力。德州抗冲击链条导轨定制
金属材质链条导轨离不开热处理工艺的淬炼。低碳钢导轨经 860℃渗碳后,表面硬度可达 HRC58-62,芯部保持 HRC30-35 的韧性,既抗磨损又耐冲击。不锈钢导轨则采用 1050℃固溶处理,快速冷却后消除晶间腐蚀,在化工设备中使用寿命延长至 5 年以上。回火温度精确控制在 200℃±5℃,避免过度软化,确保在长期载荷下不变形,为重型机械提供可靠的导向支撑。激光切割为金属链条导轨的下料带来专门使用性突破。采用 1000W 光纤激光器,对不锈钢板进行切割,切口宽度只 0.1mm,热影响区≤0.3mm,避免材料因高温变形。切割精度可达 ±0.05mm,能直接完成带齿形、异形孔的料件加工,省去后续铣削工序。某汽车生产线的链条导轨,通过激光切割实现孔位与链条节距的精确匹配,装配间隙控制在 0.1mm 内,提升了传动效率 15%,单件加工时间缩短至传统工艺的 1/3。德州抗冲击链条导轨定制







