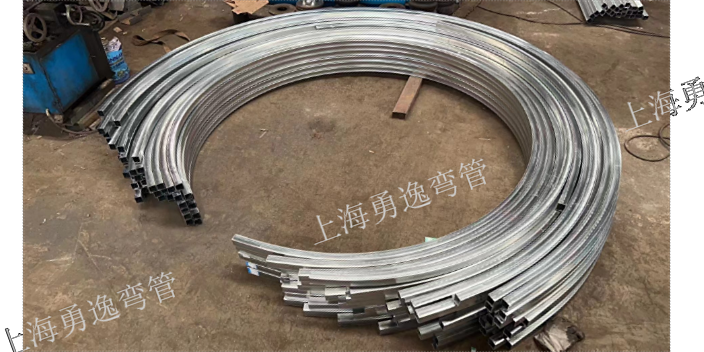
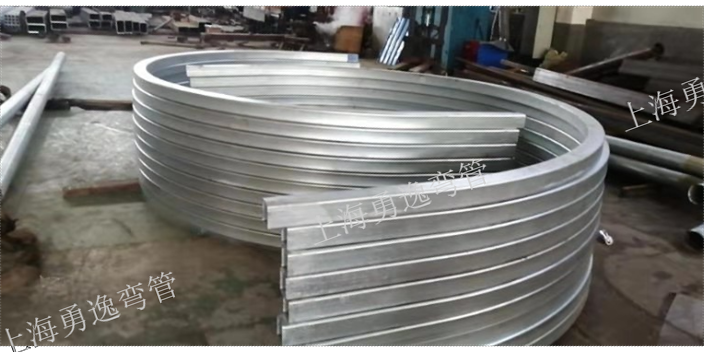
管桁架,是指用圆杆件在端部相互连接而组成的格子式结构。桁件使桁架结构用料经济、结构自重轻,易于构成各种外形以适应不同的用途,譬如可以做成简支桁架、拱、框架及塔架等。近年来,随着我国钢铁产量的不断增长,管桁架在被越来越的使用,在建筑中所占比例越来越大,工业厂房、汽车等行业设备平台生产线、物流仓储、公共建筑体育馆、商务会所、高铁站台、地铁站台、高层商务楼等得到应用。钢管结构也取得较大的突破。钢管结构的优点是能将人们对建筑物的功能要求、感观要求以及经济效益要求完美地结合在一起。弯圆,拉弯,弯头、盘管、扶手、栏杆、推车,幕墙。奉贤区60x60X2方管拉弯加工图片

弯管加工技术越来越常用,同时人们对于弯管产品的质量要求也越来越高。为保证弯管加工的质量,必须设计合理的弯管模具。在设计制作模具的时候,需要合理设计其的工艺参数。金属管材的弯曲在现代工业领域应用十分 ,主要用于汽车、机械、环保、化工、民用等行业。结合多年的工作经验来分析,对于弯管加工模具的设计应当特别考虑到几个要点:一套弯管模具的标准结构主要有轮模、夹模、导模、芯棒、防皱板等五部分组成,工作时其动作过程为:芯棒进芯,夹模夹紧管材随轮模一起转动,导模压紧管材随着管材的弯曲而跟随,而防皱板固定不动,当弯管角度达到设定角度后,芯棒退出,导模、夹模松开、复位,完成整个动作。在弯管加工模具设计中,其中的**步骤就是针对于轮模的设计。通常也是从这一部位开始进行设计。奉贤区60x60X2方管拉弯加工图片上海弯圆,弯圆,弯管,拉弯,上海拉弯。

适用于多种零件和工艺。通用电镀挂具的形式和结构,应根据镀件的几何形状、镀层的技术要求、工艺方法和设备的大小来决定。比如,片状镀件在上下道工序之间会随镀液的阻力而漂落,在选用挂具时要将镀件夹紧或用铜丝扎紧。若镀件较重而有孔时,可选用钩状的挂具。使用要求如下:(1)手工操作使用的挂具。装载重量一般为1~3kg。(2)吊钩应有足够的导电面积,其型式应使导电良好。挂具吊钩应经常清洗。(3)使用时,应注意轻装轻放,尽量不要损坏绝缘层。否则会造成挂具与工件抢电,致使工件出现局部镀不上或粗糙等现象,影响镀层质量。(4)挂具使用后,要清洗干净,集中妥善存放备用。(5)使用一段时间后的挂具,要及时处理,退除挂具上的镀层,以保证导电良好。挂具绝缘层出现裂纹,要及时修复或重新绝缘处理。
弯管机大致可以分为数控弯管机,全主动弯管机等等。首要用于电力施工,公铁路建立,汽锅、桥梁、船舶、家俱,装潢等方面的管道铺设及修造,具有功用多、构造合理、操作简略等长处。本机械除了具有弯管功用外,还能将油缸作为液压千斤顶运用,相关于数控弯管设备而言具有价钱廉价,运用便利的特点,在国内弯管机市场占有主导产物地位。弯管机的首要特点:1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简洁轻易。2、床身构造稳定,不易变形。3、每一档可设定16个弯管角度,记忆体可储放16组档案。4、俱慢速定位功用,弯管角度不变,反复精度达±°。5、错误讯息在屏幕上显示,协助操作者立刻扫除。6、供应自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编纂核算。以上主要是针对上海弯管在加工过程中的技术原理介绍,并在此基础上对其特有的作用进行一个简单的分析,希望可以给大家带来帮助。上海奉贤弯管厂加工异型弯管欢迎来电。

根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,图的上部为无芯轴区,图的中部为普通芯轴区,图的下部为特殊芯轴区。由于特殊芯轴设计制造均很困难,操作也不太方便,故一般我厂不予供货。特别情况可另行商定。产品基本资料(Product’sBasicinformation)序号(No.)货号(ItemNo.)型号(Type)产品名称(Product’sName)产品图片(Photo)产品描述(Description)原材料(Materials)规格(Specification)尺寸(Size)长度(Length)宽度(Width)高度(Height)厚度(Thickness)管径(Tube’sDiameter)口径(Caliber)形状(Shape)外观颜色。户外健身器材,汽摩配件,挖掘机,泵车等部件。合肥60x60X2方管拉弯加工欢迎来电
上海弯圆加工上海拉弯,上海拉弯加工,弯圆加工,上海弯圆,上海弯管,上海弯管加工。奉贤区60x60X2方管拉弯加工图片
锻造工艺过程一般由以下工序组成,即选取钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。奉贤区60x60X2方管拉弯加工图片