陶瓷链条导轨的优异性能源于模压烧结工艺。将氧化铝陶瓷粉末装入模具,在 200MPa 压力下预压成型,再经 1600℃高温烧结 12 小时,使陶瓷颗粒充分致密化,致密度≥95%。烧结后的导轨硬度可达 HRA85,耐温高达 1000℃,适用于高温窑炉的链条导向。通过精密磨削加工,导轨平行度误差≤0.01mm/100mm,确保在高温环境下仍保持稳定的导向精度,使用寿命是金属导轨的 5-8 倍。滚压成型工艺为链条导轨赋予优异的力学性能。以冷轧钢板为原料,通过多组滚轮连续滚压,使板材逐步变形为所需的导轨截面。冷加工过程使材料晶粒细化,表面硬度提升 20%,抗拉强度增加至 500MPa 以上。无需焊接即可实现无缝成型,避免了焊接缺陷导致的应力集中。某重型输送设备用的 C 型导轨,经滚压成型后,承载能力较焊接件提升 40%,且生产速度达 15 米 / 分钟,适合长尺寸、强度高度导轨的批量生产。降噪减震链条导轨,有效吸收振动,设备运行更安静!厦门链条导轨型号
包装印刷行业的生产线速度快、精度要求高,链条导轨为其稳定运行提供关键保障。在纸箱印刷机的输纸环节,链条需以高达 200 米 / 分钟的速度快速运转,采用挤出成型的 T 型导轨,直线度误差≤0.3mm/m,能够精确确保纸张输送过程中不发生歪斜,使印刷套印精度控制在 0.1mm 内,有效提升印刷质量。在塑料薄膜包装线,导轨的抗粘附表面设计巧妙,可避免薄膜因静电吸附在导轨上,大幅提升包装速度达 25%。同时,导轨的高耐磨特性明显减少与链条之间的摩擦损耗,使导轨更换周期延长至 1.5 万小时,降低包装企业因频繁更换导轨产生的耗材成本,多角度满足包装印刷行业高速、精确的生产需求。景德镇链条导轨供应商在-40℃至80℃的宽温范围内,该链条导轨仍能保持稳定的机械性能。

新能源电池导轨报价 750-1200 元 / 米,不锈钢电解抛光设计满足 Class 7 洁净标准。安装在无尘车间内进行,用非磁性工具固定,避免金属颗粒污染,安装后做粒子计数器检测。维护禁止使用润滑剂,每班次用无尘布擦拭,每季度测量热变形量。某动力电池厂采购 150 米导轨,总投入 15 万元,严格维护使其 80℃下热变形量≤0.1mm/m,产品不良率降至 0.03%,避免批次报废损失。食品级链条导轨需严格遵循 “卫生不达标即更换” 原则。当表面出现深度超过 0.5mm 的划痕或凹坑,无法通过常规清洁去除污渍残留时,即使未达使用周期也必须更换。若导向槽变形导致链条跑偏量超过 3mm,或接缝处硅胶垫片老化出现缝隙(宽度≥0.2mm),会形成卫生死角,需立即更换。按每日 8 小时作业计算,使用寿命超过 24 个月的导轨,即使外观完好,也建议预防性更换,避免材质老化产生微粒污染。某果汁厂因及时更换磨损 0.8mm 的导轨,成功避免批次性产品污染,减少损失超 10 万元。
当链条导轨长度超过 6 米时,焊接拼接工艺成为理想选择。采用热风焊接技术,将单节导轨通过专门使用焊条熔融连接,焊缝强度可达母材的 85% 以上。焊接前对接口进行铣平处理,确保对接间隙≤0.1mm,焊接后经 24 小时时效处理消除内应力。某港口输送线的 12 米长导轨,通过三段拼接实现整体直线度≤1mm/m,运行时链条通过焊缝无明显振动。相比整体成型,大幅降低运输成本,且便于现场安装调试。表面处理是链条导轨性能升级的关键环节。经等离子体蚀刻后,导轨表面形成微米级凹坑,再喷涂聚四氟乙烯涂层,摩擦系数降至 0.08,较未处理表面降低 60%。对于食品行业导轨,采用电解抛光工艺,去除表面 0.01mm 厚的氧化层,使表面达到镜面效果,细菌残留量减少 99%。而户外用导轨则通过阳极氧化处理,形成 10-15μm 厚的氧化膜,耐盐雾性能提升至 500 小时以上,有效抵御恶劣环境侵蚀。耐低温链条导轨,-60℃严寒环境下仍保持优异柔韧性!

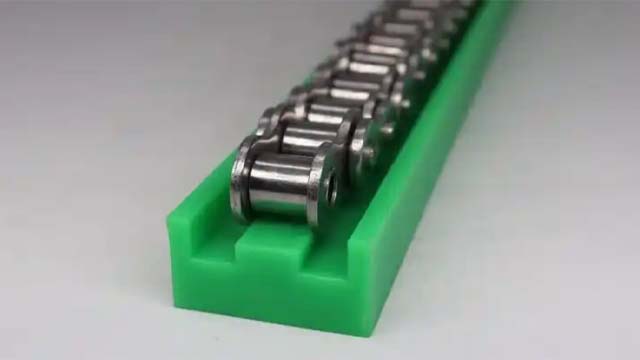
在工业设备的复杂运行体系中,链条导轨扮演着精密护航者的关键角色。它多采用超高分子量聚乙烯材质,具备优异的耐磨特性。以自动化生产线为例,链条在长期高频运转下,普通部件易磨损,而链条导轨却能凭借自身耐磨优势,稳定支撑链条,减少摩擦损耗。其表面的特殊处理工艺,极大地降低了链条运行阻力,就像给链条的运转装上了 “顺滑加速器”,有效减少动力消耗,提升设备整体运行效率。无论是在机械制造车间,还是电子设备生产线,链条导轨都以其出色性能,确保设备稳定、高效运行,成为工业生产中不可或缺的重要组件 。定制化链条导轨,满足不同设备特殊需求!景德镇链条导轨供应商
节能环保链条导轨,摩擦系数低至0.08,年省电费超5万元!厦门链条导轨型号
链条导轨的挤出成型工艺,堪称高效量产领域的之作。其流程以超高分子量聚乙烯原料为起点,投入挤出机后经精确温控的高温熔融,再通过微米级精密模具实现连续挤出成型。这一自动化生产线单条日均产能突破 500 米,配合规模化生产效应,单位成本较传统工艺降低 25% 以上。 模具精度控制达到惊人的 0.02mm 级,确保导轨截面尺寸误差不超过 0.05mm,直线度偏差严格锁定在≤0.5mm/m,完美适配长条形、T 型等标准化导轨的批量生产。在物流输送设备的大规模配套中,该工艺展现出独特优势:不只通过连续生产保障产品一致性(合格率稳定在 99.8%),更能凭借 48 小时快速响应周期,轻松应对十万米级的紧急订单需求,成为标准化导轨量产的工艺方案。厦门链条导轨型号




