钣金机箱的防护等级(IPXX)直接决定其在不同环境的适用性,需根据使用场景设计对应的防护结构,常见防护等级与设计方案如下:IP44(防尘 + 防溅水):适合干燥室内、无强粉尘环境(如办公室的通信设备机箱)。设计要点:① 箱体缝隙用普通橡胶密封条(压缩率 20%)密封;② 散热孔采用百叶窗结构(倾斜角度 45°,防止垂直溅水进入);③ 接口处用普通防水接头(IP44 级)。加工时需确保箱体各面贴合紧密(缝隙≤0.3mm),避免粉尘从缝隙进入。IP54(防尘 + 防溅水):适合普通工业车间(如电子组装车间的控制柜)。设计要点:① 采用泡沫防尘网(孔径 0.2mm)覆盖散热孔,防止粉尘进入;② 箱体门与箱体连接处用双道橡胶密封条(压缩率 30%),提升密封效果;③ 所有接口采用 IP54 级防水接头,线缆进出后拧紧密封螺母。测试要求:在粉尘浓度 2kg/m³ 的环境中放置 8 小时,内部无可见粉尘;任意方向溅水 3 分钟,内部无进水。静音设计的钣金机箱,运行时噪音极低,为办公或生活环境营造安静氛围。湖北功放钣金机箱
在电力行业,昶艾五金的钣金机箱同样发挥着重要作用。电力设备通常运行在复杂的环境中,面临着高温、潮湿、电磁干扰等多种挑战,这就对机箱的防护性能与抗干扰能力提出了极高要求。公司针对电力行业的特殊需求,对钣金机箱进行了多维度的优化设计。通过加强机箱的密封性能,有效抵御外界灰尘、水汽的侵入;采用专业的电磁屏蔽技术,降低电磁干扰对电力设备的影响;同时选用度的材料,确保机箱在恶劣环境下依然能够保持稳定的结构,保障电力设备的安全、稳定运行,为电力系统的可靠供电提供有力支持。铝合金钣金机箱现货模块化设计的钣金机箱,方便拆卸维修,降低设备后期维护的时间和成本。

随着工业设备向小型化、集成化发展,钣金机箱的定制化需求日益增长。定制化生产过程中,首先通过三维建模软件根据客户需求设计机箱结构,模拟设备安装、布线流程,优化内部空间布局,减少设计误差。在加工工艺方面,采用激光切割技术替代传统冲裁工艺,可实现复杂形状的精细切割,例如在医疗设备机箱上切割弧形散热孔、圆形观察窗,无需二次打磨即可达到光滑边缘效果,提升产品美观度。同时,针对高精度设备需求,引入机器人焊接工艺,焊接焊缝宽度误差可控制在 0.5mm 以内,增强箱体结构强度。在表面处理环节,除常规静电喷塑外,还可提供阳极氧化、拉丝处理等工艺,例如在实验室仪器机箱上采用拉丝阳极氧化工艺,既具备抗指纹效果,又能呈现金属质感,满足高级设备的外观需求。
材质选择是钣金机箱实现耐用性的关键,目前主流采用 SPCC 冷轧钢板、镀锌钢板及不锈钢三种材质。SPCC 冷轧钢板具备优异的延展性与可塑性,经酸洗磷化处理后表面形成致密氧化膜,再通过静电喷塑工艺覆盖,涂层附着力强,可抵御日常环境中的灰尘、水汽侵蚀,适用于普通室内设备场景。镀锌钢板则在钢板表面形成锌层,通过牺牲阳极保护原理提升抗腐蚀能力,即使表面出现轻微划伤,锌层也能持续发挥保护作用,适合湿度较高的车间环境。而 304 不锈钢材质凭借铬镍合金成分,能在酸碱环境中保持稳定,常用于化工、食品加工等特殊行业,例如在化工生产中的仪表控制柜,不锈钢机箱可有效防止腐蚀性气体对内部元件的侵蚀,延长设备使用寿命至 8 - 10 年。可靠接地的钣金机箱,有效消除静电,避免因静电积累引发的设备故障。

度结构设计,抵御复杂环境冲击质量钣金机箱采用 1.2-2.0mm 冷轧钢板经数控冲压成型,箱体框架通过激光焊接工艺加固,抗冲击强度达 1500N/m²,可承受 50kg 重物垂直撞击而无明显变形。在工业车间场景中,即使面临机械振动、粉尘堆积等问题,机箱仍能保持结构稳定,内部设备故障率降低 40%。同时,箱体表面经静电喷塑处理(涂层厚度 60-80μm),盐雾测试达 500 小时无锈蚀,适配化工、矿山等恶劣工况,为精密仪器提供可靠防护。精密尺寸把控,满足设备安装需求依托德国通快 TRUMPF 数控冲床与激光切割机,钣金机箱的尺寸公差可精细控制在 ±0.1mm,孔径偏差小于 0.05mm,确保内部主板、电源等部件完美适配。在服务器机房应用中,标准 19 英寸机架式钣金机箱,可实现 6U-42U 高度灵活定制,安装密度较传统机箱提升 30%,且通过 EMC 电磁兼容测试,能有效屏蔽外界电磁干扰,保障服务器数据传输稳定性,目前已成为阿里云、腾讯云等企业的机房配套推荐。高效散热的钣金机箱,搭配高性能风扇,快速带走热量,保障设备高效运行。湖北功放钣金机箱
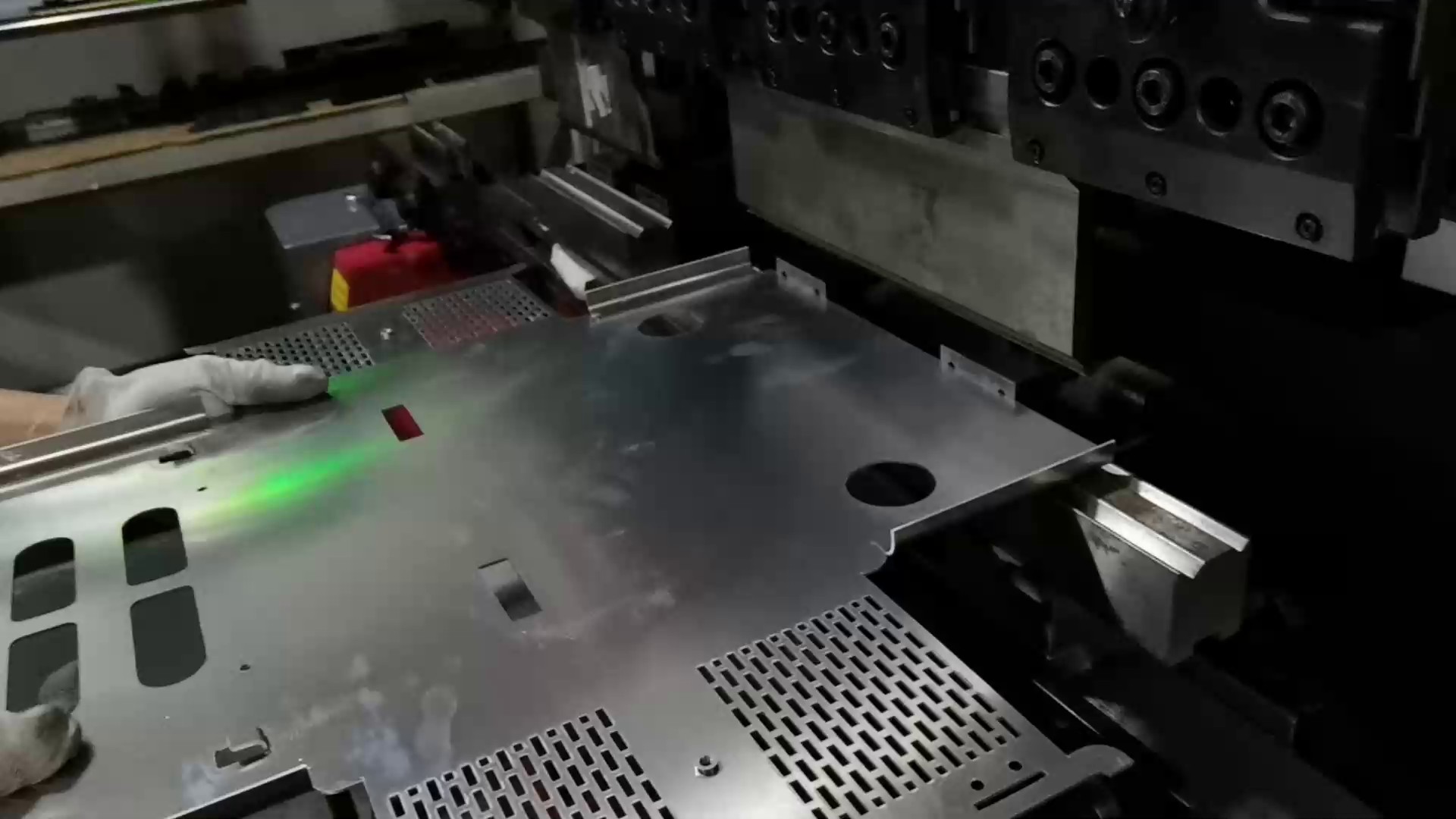
从设计建模到冲压成型,昶艾钣金机箱全流程精细管控,品质始终如一。湖北功放钣金机箱
焊接工艺(组装):采用氩弧焊(不锈钢、铝合金)或二氧化碳气体保护焊(冷轧钢板)将折弯后的板材焊接成整体。关键要求:① 焊缝质量:焊缝高度≥板材厚度的 70%(如 2mm 厚钢板,焊缝高度≥1.4mm),无虚焊、漏焊(通过渗透检测确认);② 焊接变形控制:焊接后需通过校平机矫正(平面度误差≤0.3mm/m),避免箱体扭曲影响元件安装;③ 表面处理:焊接后打磨焊缝(粗糙度 Ra≤1.6μm),再进行喷塑、钝化等防锈处理。加工完成后,需通过 “尺寸检测”(用卡尺、千分尺测量关键尺寸)、“结构强度测试”(如顶部承重测试,100kg 重物放置 24 小时无变形)确保合格。湖北功放钣金机箱