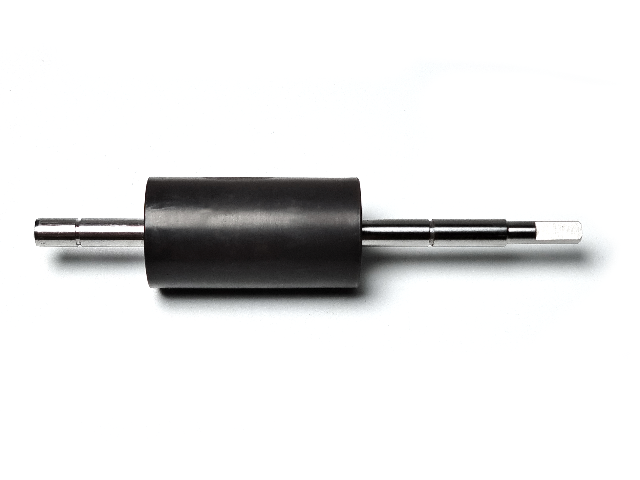
转子钕铁硼的磁场均匀性是电机稳定运行的关键,需通过多环节控制实现。磁钢制造环节,需控制磁钢厚度偏差(≤0.03mm)与充磁均匀性,采用多极充磁技术时,相邻磁极的磁通量差需≤1%。转子装配环节,需使用高精度定位工装(定位精度 ±0.01mm)确保磁钢间距均匀,表面贴装式转子的磁钢接缝间隙需≤0.1mm...
钕铁硼基本参数
- 品牌
- ABM磁
- 型号
- 钕铁硼
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 深圳
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
钕铁硼企业商机
评估钕铁硼磁铁性能的重心参数主要包括磁能积、矫顽力、剩磁与温度稳定性,这些参数决定了其适用场景与使用效果。磁能积(BHmax)是衡量磁体存储磁能能力的重心指标,数值越高,相同体积下产生的磁场越强,不错烧结钕铁硼磁能积可达 50MGOe 以上,适用于对磁强要求高的精密设备。矫顽力(Hc)反映磁体抵抗退磁的能力,分为内禀矫顽力(Hcj)与磁感矫顽力(Hcb),添加镝、铽等元素可提升矫顽力,避免使用过程中出现磁性能衰减。剩磁(Br)指磁体磁化饱和后去掉外磁场时保留的磁感应强度,直接影响磁场强度。温度稳定性是重要使用指标,普通钕铁硼磁铁的工作温度范围为 - 40℃至 80℃,高温型号可通过配方优化提升至 150℃以上,温度系数则反映温度变化对磁性能的影响程度,需根据应用环境选择适配参数的产品。钕铁硼产业需与其他产业协同发展。空心杯转子钕铁硼厂家

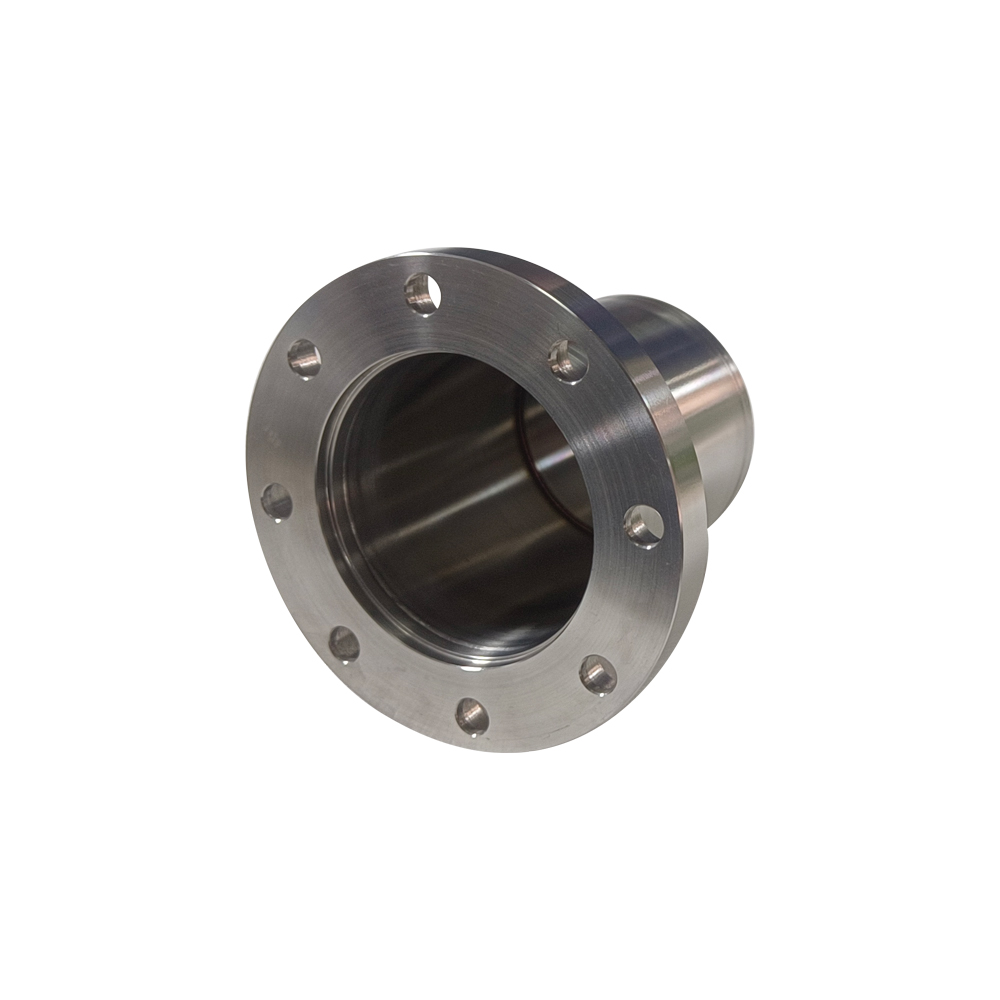
圆形沉孔磁铁的安装需遵循规范流程,确保固定可靠性与磁性能稳定。安装前需预处理基材:若基材为金属(如钢板),需在对应位置钻孔(孔径比沉孔直径大 0.1-0.2mm,方便螺丝穿过),并清理孔内毛刺;若基材为塑料,需提前注塑时预留螺丝孔,或通过手电钻钻孔,避免塑料开裂。安装时需注意磁极方向,根据吸附需求确定磁铁的 N 极、S 极朝向(如双面吸附需对称布置磁极),再将螺丝穿过基材孔拧入磁铁沉孔,拧入扭矩需控制在合理范围(M3 螺丝扭矩 0.8-1.2N・m,M5 螺丝 2.5-3.5N・m),避免扭矩过大导致沉孔开裂或磁铁碎裂。安装后需检测固定强度,可通过拉力计测试静态吸附力,确保符合设计要求(如工业夹具需≥50N);同时检查磁铁与基材贴合度,若存在缝隙,可添加薄垫片填充,防止振动导致磁铁移位。跑道形磁铁定制磁性分离器用钕铁硼产生强磁场,分离液体或固体中的铁磁性杂质。

转子钕铁硼需根据电机铁芯结构调整设计,以适配不同类型电机的性能需求。在径向磁通电机中,转子磁钢多采用瓦片式或弧形设计,沿铁芯圆周方向均匀分布,通过磁极交替排列形成径向磁场,适配异步电机、同步电机等主流结构,此类磁钢需严格控制弧度误差(≤0.05mm),确保与铁芯紧密贴合;在轴向磁通电机中,转子磁钢呈圆盘状或环形,平行于电机轴向布置,需采用薄型化设计(厚度 2-5mm)并优化磁钢间距,减少漏磁损耗,适配扁盘式电机(如新能源汽车轮毂电机);在永磁磁阻电机中,转子磁钢与磁阻凸极结构结合,需采用分段式嵌入设计,磁钢与铁芯间隙控制在 0.02-0.03mm,通过磁阻转矩与永磁转矩协同提升电机效率,适配伺服电机、高精度驱动电机等场景。
转子钕铁硼的安装精度直接影响电机运行效率与稳定性,需遵循严格的工艺流程。表面贴装式安装分为三步:先对转子铁芯外表面进行喷砂处理,提升粗糙度(Ra1.6-Ra3.2),增强胶水附着力;再涂抹耐高温环氧树脂胶(耐温≥150℃),将磁钢按磁极顺序粘贴在铁芯表面,使用定位工装确保磁钢间距均匀(误差≤0.1mm);较后放入固化炉(80-100℃)固化 2-4 小时,冷却后检查磁钢粘贴牢固度(拉力≥50N)。内置式安装需先在转子铁芯上加工精细的磁钢槽(尺寸公差 ±0.05mm),再将磁钢涂抹胶水后嵌入槽内,通过压块或端板固定,防止轴向窜动;部分高转速电机还需在转子外表面包裹碳纤维套,增强抗离心力能力。安装全程需在无尘车间进行,避免灰尘影响胶水附着力,同时使用磁通量测试仪实时检测磁场分布,确保安装后转子磁场偏差≤2%。钕铁硼在未来科技中将发挥更大作用。

不同行业用户对转子钕铁硼的需求存在场景化差异,需提供定制化产品与服务。针对新能源商用车用户,其驱动电机需承受频繁启停与重载,转子钕铁硼需选用高矫顽力(Hcj≥18kOe)的 N50SH 型号,同时提供磁钢强度测试报告(如抗压强度、抗冲击性能),确保耐用性;针对医疗设备(如 MRI 设备电机)用户,需提供低磁滞损耗的转子钕铁硼,磁性能波动范围控制在 ±1%,且通过生物相容性测试,避免对医疗设备产生干扰;针对工业机器人用户,电机需高频启停,转子钕铁硼需采用轻量化设计(如镂空磁钢),减少转子惯性,同时提供快速交付服务(定制产品交付周期≤15 天),满足机器人生产线紧急补货需求。此外,还需为用户提供技术支持,如协助进行磁路设计、安装指导,以及售后故障分析,提升用户满意度。设计钕铁硼部件时,需计算磁路,确保磁场分布符合设备需求。UH等级磁铁批发
钕铁硼的磁能积((BH)max)通常为80-400kJ/m³,远超铁氧体。空心杯转子钕铁硼厂家
转子钕铁硼与铁芯的粘接技术需满足机械强度与耐环境要求,规范流程分为三步。表面处理阶段,磁钢粘接面需进行喷砂(粗糙度 Ra2.0-Ra3.2)或化学处理(如硅烷偶联剂涂覆),去除氧化层与油污,提升粘接附着力;铁芯粘接面需打磨平整,平面度误差≤0.05mm。胶水选择需匹配工作环境:常温场景可选用环氧结构胶(剪切强度≥20MPa),高温场景(≤150℃)需选用耐高温环氧胶(耐温≥180℃),潮湿或油污环境需搭配厌氧胶增强密封性。粘接固化阶段,需使用定位工装固定磁钢位置,施加 0.1-0.3MPa 压力,在 80-100℃环境下固化 2-4 小时,冷却后需进行拉力测试(单块磁钢拉力≥50N)与振动测试(10-2000Hz,加速度 15g,30 分钟无松动),确保粘接可靠性。空心杯转子钕铁硼厂家
与钕铁硼相关的文章
耐温300度以上扇子铁售价
- 环形转子叶轮报价 2025-12-22
- N35磁性材料售价 2025-12-22
- 海尔贝克磁性材料售价 2025-12-21
- 异形扇型磁铁批发 2025-12-20
- 磁体厂家电话 2025-12-20
- 工业磁体多少钱 2025-12-20
- 高速电机用扇子铁供应商 2025-12-19
- 粘结永磁批发 2025-12-18
- 感应器应用扇型磁铁定制 2025-12-17
- N45磁钢批发厂家 2025-12-17
- 空心杯转子钕铁硼厂家 2025-12-15
- 耐温150度以上转子磁环价格 2025-12-14
与钕铁硼相关的产品


与钕铁硼相关的新闻
-
H等级扇子铁多少钱 2025-12-11 17:04:52圆形沉孔磁铁的质量检测需覆盖结构精度、磁性能、机械强度三大维度,确保产品合格。结构精度检测采用卡尺、千分尺测量关键尺寸:直径公差需≤±0.1mm,厚度公差 ±0.05mm,沉孔直径公差 ±0.05mm,孔深公差 ±0.1mm,同时检查沉孔内壁光滑度,无划痕、毛刺(粗糙度 Ra≤1.6μm)。磁性能检...
-
发电机用扇型磁铁报价 2025-12-11 21:05:51转子钕铁硼的安装精度直接影响电机运行效率与稳定性,需遵循严格的工艺流程。表面贴装式安装分为三步:先对转子铁芯外表面进行喷砂处理,提升粗糙度(Ra1.6-Ra3.2),增强胶水附着力;再涂抹耐高温环氧树脂胶(耐温≥150℃),将磁钢按磁极顺序粘贴在铁芯表面,使用定位工装确保磁钢间距均匀(误差≤0.1m...
-
耐温180度以上磁铁批发价格 2025-12-11 12:05:06圆形沉孔磁铁在多行业有成熟应用案例,其适配性与实用性得到普遍验证。在自动化仓储领域,用于货架磁性标签固定 —— 将沉孔磁铁通过螺丝固定在货架横梁上,吸附金属标签牌,标签可快速更换,且能承受仓库叉车作业产生的振动;在医疗器械领域,适用于小型诊断设备的金属部件固定(如超声探头的金属外壳),沉孔设计避免螺...
-
电动牙刷用钕铁硼磁铁报价 2025-12-11 08:05:32圆形沉孔磁铁需通过多维度优化提升环境适应性,以应对不同场景的严苛条件。针对高温环境(如电机内部、烘干设备),除选用耐高温磁钢材质(如钕铁硼 N45H、钐钴)外,还可在磁铁与基材间添加陶瓷隔热垫片(厚度 0.5-1mm),减少热量传导;同时采用耐高温胶水(耐温≥200℃)固定,避免高温导致粘接失效。针...
与钕铁硼相关的问题
新闻资讯
产品推荐
-

海尔贝克磁性材料售价
2025-12-21 -

食品行业磁性节油器定制
2025-12-21 -

冷媒领域调速型永磁耦合器定制
2025-12-21 -
静态密封永磁耦合联轴器定制
2025-12-21 -
异形扇型磁铁批发
2025-12-20 -

平行传动磁力偶合器定制
2025-12-20 -
球形水泵磁铁售价
2025-12-20 -

搅拌器磁轮联轴器报价
2025-12-20 -

洗衣机用注塑钕铁硼转子
2025-12-20