创阔能源科技制作微反应器的特点,小试工艺不需中试可以直接放大:精细化工行业多数使用间歇式反应器。小试工艺放大到大的反应釜,由于传热传质效率的不同,工艺条件一般都要通过实验来修改以适应大的反应器。一般的流程都是:小试"中试"大生产。而利用微反应器技术进行生产时,工艺放大不是通过增大微通道的特征尺寸,而是通过增加微通道的数量来实现的。所以小试比较好反应条件不需要做任何改变就可以直接进入生产。因此不存在常规反应器的放大难题。从而大幅度缩短了产品由实验室到市场的时间。这一点对于精细化工行业,尤其是惜时如金的制药行业,意义极其重大。微通道换热器部件加工创阔科技。常州微通道换热器厂家直销
创阔科技微通道是微型设备的关键部位。为了满足高效传热、传质和化学反应的要求,必须实现高性能机械表面的加工制造,其中包括金属材料制造各种异形微槽道的技术,金属表面制造催化剂载体的技术等。常规微系统微通道的加工制造技术主要有以下4大类:(1)IC技术:从大规模集成电路(IC工艺)发展起来的平面加工工艺和体加工工艺,所使用的材料以单晶硅及在其上形成微米级厚的薄膜为主,通过氧化、化学气相沉积、溅射等方法形成薄膜;再通过光刻、腐蚀特别是各向异性腐蚀、层腐蚀等方法形成各种形状的微型机械。虽然IC工艺的成熟性决定了它目前在微机械领域中的主导地位,但这种表面微加工技术适合于硅材料,并限于平面结构,厚度很薄,限制了应用范围。铝合金微通道换热器厂家直销真空扩散焊接加工,氢气换热器,设计加工咨询创阔科技。

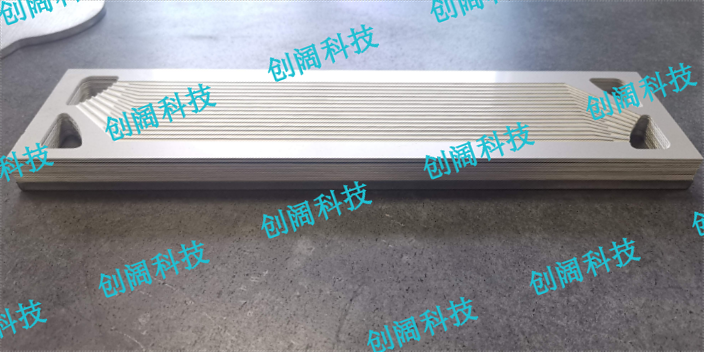
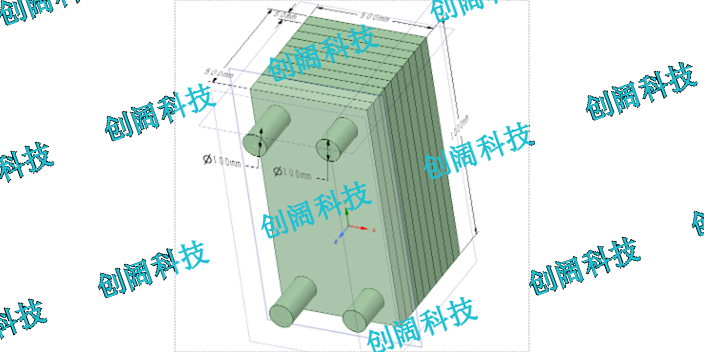
目前,随着微型机械电子系统和微型化学机械系统的发展,传统的换热装置已不能满足应用系统的基本要求,换热装置微型化的发展成为迫切要求和必然趋势;另外,随着能源问题的日渐突显,也要求在满足热量交换的前提下,尽可能缩小设备体积,即提高设备的紧凑性,进而减轻设备重量,节约材料,并相应地减少占地面积。目前,微型换热装置虽然在设计、制造、装配、密封技术和参数测量(无接触测量技术)等技术方面还存在很多难点,但随着大量的试验和数值模拟对其结构、性能等的技术改进和优化设计研究,微型换热装置将日趋成熟,成为一种具有广泛应用前景的新型设备,创阔科技致力于开发研究,微通道换热器,氢气加热器,微化工混合反应器等等。
微化工过程是以微结构元件为,在微米或亚毫米()的受限空间内进行的化工过程。针对微反应器,通常要求其特征长度小于。在微化工过程中,微小的分散尺度强化了混合与传递过程,从而提高了过程的可控性和效率。当将其应用于工业生产过程的时候,通常依照并联的数量放大的基本原则,来实现大规模的生产。微化工技术通常包括,微换热、微反应、微分离和微分析等系统,其中前两者是较为主要的。理解传热强化简单的来说,相较于常规尺度下的管道,微通道有着极大的比表面积。这保证了在整个传热过程中,管壁与内在流体之间存在着快速的热传递,能够很快实现传热平衡。理解传质强化一般来说,微通道的尺寸微小,有着更短的传递距离,有利于传质过程的快速完成,实现温度与浓度的均匀分布;同时另一方面,大多数微尺度流动的雷诺数远小于2000,流动状态为层流,没有内部涡流,这反而不利于传质的快速完成。而大多数文献认为微化工器件仍是强化传质能力的,因为人们已经在致力于研究新型的微混合设备和方法。而创阔科技继而开拓创新制作微通道、微结构的换热器制作。微结构流道板换热器加工制作设计。
创阔能源科技临界热流密度对于有相变的换热,微通道中的临界热流密度现象不同于常规通道。微通道中临界热流密度的产生是由于微通道的蒸汽阻塞。在达到临界热流密度之前,微通道的流动和传热主要是周期性的过冷流动沸腾,从微通道逸出的汽泡和进入微通道的液体反复交替冲刷微通道。一旦达到临界热流密度,微通道中的流动和传热主要是一个蒸汽周期性逸出的过程。一直持续到过热蒸汽的出现,直到整个微通道被过热蒸汽阻塞。入口段效应Nusselt数随无量纲加热长度Lh的增加而减小。而对于常规尺度下圆管内层流换热,当Lh=,换热趋于充分发展状态,Nusselt数趋于定值。根据Lh的取值范围≤Lh≤,可以计算得到换热入口段长度占总通道长度的百分比为。入口段效应对工质换热的影响十分。创阔科技制作微通道换热器,微结构换热器,设计加工。虹口区微通道换热器设计
集成式微通道换热器,高效紧凑型换热器请联系创阔能源科技。常州微通道换热器厂家直销
“创阔金属科技”针对真空、扩散、焊接,分别逐个解释一下。真空:焊接时处于真空环境,其目的一般是为了防氧化。扩散:对几个待焊件,高压力让原子间距离变小,再加高温,让原子活跃,原子互相扩散到另一个待焊件里去。焊接:让几个待焊件牢固地结合。双金属真空扩散焊,其早期是用于前苏联的军上。苏联解体后,俄罗斯,乌克兰继承了这个技术。我国的军单位、军类的研发部门也因此拥有这个技术。双金属真空扩散焊的生产方式成本较高,主要原因是生产效率较低,一般都是一炉一炉在生产,一炉的生产时间长(金属加温到焊接温度得十来个小时)。真空扩散焊的技术参数也比较多(气温,湿度,加热温度,各阶段的加热保温时间,压力,加热方式,工件位置,工件变形参数。对整个技术团队的要求高。一个环节没把握好,就会报废。按炉的较低的生产模式,高技术要求,成本就必定高了。但双金属真空扩散焊的产品,有其独到的高性能高质量优势:结合强度高,产品密度提高。因此,航空航天、军一直在采用这个技术。但因为生产成本高,生产效率不高,加温加压工装设备、真空设备等等投入大,因此民用产品采用这个工艺就少,但随着科技的进步,民品也在更新迭代需要这方面的技术来替代了。常州微通道换热器厂家直销