- 品牌
- 余盈
- 型号
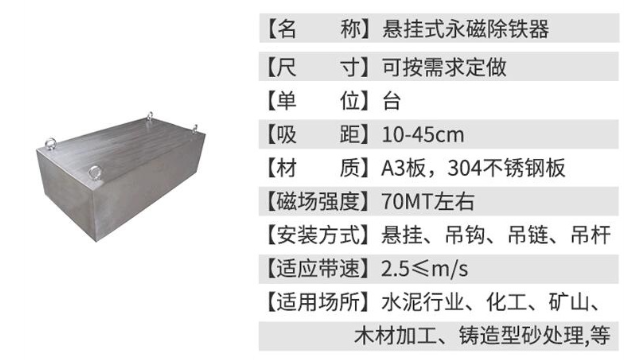
- 悬挂除铁器
- 类型
- 自卸式、悬挂式
- 物料运行轨迹
- 直线
- 筛网材料
- 铁
- 适用对象
- 灰沙子/泥土,塑料
- 产品类型
- 全新
- 用途
- 工业用
- 加工定制
- 是
- 产地
- 上海
- 厂家
- 余盈工业技术(上海)有限公司
控制自动化 。过去除铁器的控制系统多采用断电器一接触器逻辑控制,其可靠性、灵活性、可维护性、白检能力、安全保障能力及通信能力等都不高。现在除铁器的控制系统往往采用PLC进行控制,不仅提高了自身的可靠性,减少维护量,而且可以方便地与其它自动控制系统联网,在上位机的统一管理下,进步提高整个系统乃至企业生产工序的自动化程度。PLC是一种数字式运算操作的电子系统,专门应用于工业环境下的生产现场,易与工业控制系统形成一个整体,监控能力强、易于扩展。日前控制要求越来越高,如采用以太网等,对PLC的配置也从简单化、小型化向复杂化、中型化发展。一些除铁器配备自诊断功能,可及时发现和报告设备故障。杭州自动除铁器行价

除铁器普遍用于冶金、矿山、选煤厂、电厂、陶瓷、玻璃、水泥、建材、化工、食品及饲料加工行业在新兴的垃圾处理工业中,也需要除铁器回收废物中的钢铁。尤其在煤炭和陶瓷行业中,煤中混有的铁钉等铁杂质不仅影响安全生产,而且影响出口煤炭的质量和声誉;陶瓷工业生产中使用的石灰石.硅石、白云石、长石等原料,常或多或少含有铁及铁的化合物,铁质对陶瓷产品危害极大,它常使瓷器外表面产生褐色或黑色斑点,影响产品的白度,降低陶瓷产品的等级。因此利用除铁器除铁这一环节就显得非常重要。青岛除铁器厂家除铁器内部结构复杂,不得私自拆解或调整。

除铁器选型指南,应根据杂换除净率要求、物料含铁情况、现场工作环境等正确选用除铁器。料层较厚、物料粒度较大时,宜选用较强磁除铁器;或大一级或大二级超型号选用普通除铁器;也可多级除铁;多级除铁应尽可能选用铁器安装在皮带机头部使用。对杂铁除净率要求较高时,也可采用不同工作方式的除铁设备配合使用,如皮带机头部采用永磁滚筒皮带机中部选用带式除铁器,现场环境粉尘较严重时,应选用全封闭结构的除铁器。电力容量不足时,应选用永磁除铁器。
发展方向,运输皮带越来越宽(已达到2400 mm),带速越来越高(已达到5.7 m/s),料层越来越厚(已达到500 mm),处理量越来越大(已达到7200 t/h),除杂要求越来越高(除净率要求达到98%以上)。因而,对除铁器提出了更高的要求。未来除铁器的研究发展方向主要有以下几个方面: 精细除铁 由于原料在加工过程中难免混入一些细小铁件,有时还混有少量铁钛质矿物,要除去这部分较细的铁杂质就必须提高除铁器的除铁能力,向精细方向发展。 高磁场、高梯度 应用更好的材料,使除铁器磁场强度达到较佳,梯度越来越大。 管道式除铁器安装在输送管道内,用于去除气力输送或液体输送中的铁杂质。

研制新型电磁除铁器电源。电源是电磁除铁器的主要构件之一,其性能决定了除铁器的运行状态和性能。尽管利用二极管和可控硅制造的除铁器电源具有制造工艺简单、成本低等优点,但其交流谐波分量大、功率因数低、相间容易不平衡和不宜于实现智能控制。高学朋引介绍了利用IGBT和MOSFET设计制造的新型除铁器电源。它具有功率因数高、易于控制、成本低、节能和易于与其它智能设备连接等优点。同时,在设计中充分利用了电磁除铁器的电感量大,直流电阻小的电感特性,省去了中频变压器或滤波电感等一些常规电源必要的元器件,降低了成本,使之成为具有较高性价比的新型电磁除铁器电源。除铁器安装位置应在通风干燥处,避免受潮损坏。上海多功能除铁器工作原理
永磁除铁器的优点是无需电源,维护成本低,但磁场强度固定,不易调节。杭州自动除铁器行价
本设备在选择时有自己的选型指南:1.根据杂质除净率的要求,施工现场的环境等选择正确的设备;2.安装在皮带机头部时,因为物料有惯性,离开皮带时处于松散状态,这样利于出去物质中的铁磁性物料;3.皮带机中部安装本设备时可以将托辊改为无磁平托辊,这样除铁的效果就进一步提高了;4.现场环境特殊,情况复杂时,就应该为用户进行特殊设计,以满足对特殊情况的要求;5.当采用多级除铁时后级的除铁犀利应该过于前级的,否则就会出现低除铁的效果。杭州自动除铁器行价
- 上海自卸式除铁器价位 2025-12-15
- 杭州水泥厂除铁器现货直发 2025-12-15
- 北京化工用除铁器 2025-12-12
- 浙江化工用除铁器供应商 2025-12-12
- 吊杆除铁器生产厂家 2025-12-12
- 电磁除铁器品牌 2025-12-12