随着瑕疵检测系统在制造业中的广泛应用,建立统一的行业标准和认证体系变得至关重要。标准化不仅确保了不同系统之间的兼容性与可比性,也为企业选型和验收提供了客观依据。目前,国际标准化组织(ISO)和各类行业联盟已推出多项相关标准,例如ISO 9001质量管理体系中对检测设备的要求,以及针对特定行业(如半导...
瑕疵检测系统基本参数
- 品牌
- 熙岳智能
- 型号
- 瑕疵检测系统
- 适用范围
- 零件瑕疵显微检测系统
- 产地
- 中国南京
- 厂家
- 南京熙岳智能科技有限公司
瑕疵检测系统企业商机
金属表面瑕疵检测挑战大,反光干扰需算法优化,凸显凹陷划痕。金属制品表面光滑,易产生强烈反光,导致检测图像出现亮斑、眩光,掩盖凹陷、划痕等真实缺陷,给检测带来极大挑战。为解决这一问题,检测系统需从硬件与算法两方面协同优化:硬件上采用偏振光源、多角度环形光,通过调整光线入射角削弱反光,使缺陷区域与金属表面形成明显灰度对比;算法上开发自适应反光抑制技术,通过图像分割算法分离反光区域与缺陷区域,再用灰度拉伸、边缘增强算法凸显凹陷的轮廓、划痕的走向。例如在不锈钢板材检测中,优化后的系统可有效过滤表面反光,识别 0.1mm 宽、0.05mm 深的细微划痕,检测准确率较传统方案提升 40% 以上。光伏板瑕疵检测关乎发电效率,隐裂、杂质需高精度设备识别排除。扬州线扫激光瑕疵检测系统用途

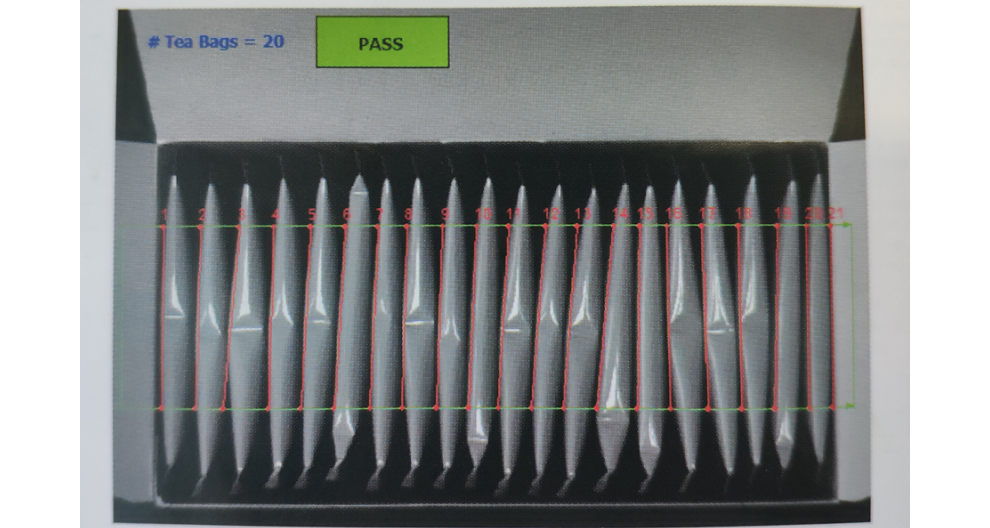
瑕疵检测用技术捕捉产品缺陷,从微小划痕到结构瑕疵,守护品质底线。无论是消费品还是工业产品,缺陷类型多样,小到电子屏幕的微米级划痕,大到机械零件的结构性裂纹,都可能影响产品性能与安全。瑕疵检测技术通过 “全维度覆盖” 守护品质:表面缺陷方面,用高分辨率成像识别划痕、斑点、色差;内部缺陷方面,用 X 光、超声波检测材料内部空洞、裂纹;尺寸缺陷方面,用激光测距仪验证关键尺寸是否达标。例如在医疗器械检测中,系统可同时检测 “外壳划痕”(表面)、“内部线路虚焊”(结构)、“接口尺寸偏差”(尺寸),排查潜在问题。通过技术手段将各类缺陷 “一网打尽”,可确保产品出厂前符合品质标准,避免因缺陷导致的安全事故与品牌信誉损失。四川压装机瑕疵检测系统技术参数瑕疵检测用技术捕捉产品缺陷,从微小划痕到结构瑕疵,守护品质底线。

木材瑕疵检测识别结疤、裂纹,为板材分级和加工提供数据支持。木材作为天然材料,结疤、裂纹、虫眼等瑕疵难以避免,这些瑕疵直接影响板材的强度、美观度与使用场景,因此木材瑕疵检测需为板材分级与加工提供数据。检测系统通过高分辨率成像结合纹理分析算法,识别结疤的大小、位置(如表面结疤、内部结疤)、裂纹的长度与深度,再根据行业分级标准(如 GB/T 4817)对板材进行等级划分:一级板无明显结疤、裂纹,适用于家具表面;二级板允许少量小尺寸结疤,可用于家具内部结构;三级板则需通过加工去除缺陷区域,用于包装材料。例如在胶合板生产中,检测系统可标记每块单板的瑕疵位置,指导后续裁切工序避开缺陷区域,提高木材利用率,同时确保成品胶合板的强度达标,为加工环节提供的 “缺陷地图”。
瑕疵检测光源设计很关键,不同材质需匹配特定波长灯光凸显缺陷。光源是影响图像质量的因素,不同材质对光线的反射、吸收特性不同,需匹配特定波长灯光才能凸显缺陷:检测金属等高反光材质,采用偏振光(波长 550nm 左右),消除反光干扰,让划痕、凹陷形成明显阴影;检测透明玻璃材质,采用紫外光(波长 365nm),使内部气泡、杂质产生荧光反应,便于识别;检测纺织面料,采用白光(全波长),真实还原面料颜色,判断色差。例如检测不锈钢板材时,普通白光会导致表面反光过强,掩盖细微划痕,而 550nm 偏振光可削弱反光,让 0.05mm 的划痕清晰显现;检测药用玻璃管时,365nm 紫外光照射下,内部杂质会发出荧光,轻松识别直径≤0.1mm 的杂质,确保光源设计与材质特性匹配,为缺陷识别提供图像条件。离线瑕疵检测用于抽检和复检,补充在线检测,把控质量。

PCB 板瑕疵检测需识别短路、虚焊,高精度视觉系统保障电路可靠。PCB 板作为电子设备的 “神经中枢”,短路(铜箔间异常连接)、虚焊(焊点与引脚接触不良)等瑕疵会直接导致设备故障,检测需达到微米级精度。高精度视觉系统通过 “高倍光学镜头 + 多光源协同” 实现检测:采用 500 万像素以上的工业相机,配合环形光与同轴光,清晰呈现 PCB 板上的细微线路与焊点;算法上运用图像分割与特征匹配技术,识别铜箔线路的宽度偏差(允许误差≤0.02mm),通过灰度分析判断焊点的饱满度(虚焊焊点灰度值明显高于正常焊点)。例如在手机 PCB 板检测中,系统可识别 0.01mm 宽的短路铜箔,以及直径 0.1mm 的虚焊焊点,确保每块 PCB 板电路连接可靠,避免因电路瑕疵导致手机死机、重启等问题。陶瓷制品瑕疵检测关注裂纹、斑点,借助图像处理技术提升效率。连云港榨菜包瑕疵检测系统功能
PCB 板瑕疵检测需识别短路、虚焊,高精度视觉系统保障电路可靠。扬州线扫激光瑕疵检测系统用途
工业瑕疵检测需兼顾速度与精度,适配生产线节奏,降低漏检率。工业生产中,检测速度过慢会拖慢整条流水线,导致产能下降;精度不足则会使不合格品流入市场,引发客户投诉。因此,系统设计必须平衡两者关系:首先根据生产线节拍确定检测速度基准,例如汽车零部件流水线每分钟生产 30 件,检测系统需确保单件检测时间≤2 秒;在此基础上,通过优化算法(如采用 “粗检 + 精检” 两步法,先快速排除明显合格产品,再对疑似缺陷件精细检测)提升效率。同时,针对关键检测项(如航空零件的结构强度缺陷),即使部分速度,也要确保精度达标 —— 采用更高分辨率相机、增加检测维度。例如在手机屏幕检测中,系统可在 1.5 秒内完成外观粗检,对疑似划痕区域再用显微镜头精检,既不影响生产节奏,又能将漏检率控制在 0.1% 以下。扬州线扫激光瑕疵检测系统用途
与瑕疵检测系统相关的文章

连云港电池片阵列排布瑕疵检测系统优势
- 南通智能瑕疵检测系统私人定做 2026-03-01
- 安徽电池片阵列排布瑕疵检测系统按需定制 2026-03-01
- 杭州榨菜包瑕疵检测系统私人定做 2026-03-01
- 浙江瑕疵检测系统供应商 2026-03-01
- 苏州瑕疵检测系统服务价格 2026-03-01
- 江苏零件瑕疵检测系统性能 2026-03-01
- 苏州电池片阵列排布瑕疵检测系统优势 2026-03-01
- 连云港线扫激光瑕疵检测系统产品介绍 2026-03-01
- 南通冲网瑕疵检测系统产品介绍 2026-03-01
- 四川智能瑕疵检测系统价格 2026-02-28
- 浙江冲网瑕疵检测系统定制 2026-02-28
- 无锡铅板瑕疵检测系统服务价格 2026-02-28
与瑕疵检测系统相关的产品


与瑕疵检测系统相关的新闻
-
无锡木材瑕疵检测系统私人定做 2026-02-28 11:01:54现代瑕疵检测系统每天产生海量的图像数据与检测结果数据。这些数据若*用于实时分拣,则其潜在价值被极大浪费。通过构建数据管道,将这些数据上传至边缘服务器或云端,进行更深入的分析,可以挖掘出巨大价值。例如:1)质量追溯与根因分析:将特定瑕疵模式(如周期性出现的划痕)与生产线上的设备ID、工艺参数(温度、压...
-
天津电池瑕疵检测系统 2026-02-28 10:01:50软件是瑕疵检测系统的“大脑”,其平台化、易用性和开放性成为核心竞争力。现代检测软件平台(如基于Halcon, VisionPro, OpenCV或自主开发的框架)不仅提供丰富的图像处理工具库,更集成了深度学习训练与部署环境。用户可通过图形化界面进行流程编排、参数调整,并利用“拖拽式”工具快速构建检测...
-
四川瑕疵检测系统功能 2026-02-28 01:01:12瑕疵检测系统的应用场景比较多,不同行业因其产品特性、生产工艺和质量标准的不同,对系统提出了差异化的技术需求。在电子制造业,如半导体晶圆和印刷电路板(PCB)的检测中,精度要求达到微米甚至纳米级别,需要使用超高分辨率的显微镜头和极其稳定的照明系统,检测内容包括线路的短路、断路、线宽线距偏差以及微小的颗...
-
南京铅板瑕疵检测系统公司 2026-02-28 11:01:54自动化瑕疵检测系统的广泛应用也引发了一系列社会与伦理议题。首先,是就业结构调整。系统取代了大量重复性的质检岗位,可能导致部分工人失业或需要转岗。这要求企业和**共同推动劳动力技能升级和再培训计划,帮助工人转向系统维护、数据分析、工艺工程等更高技能要求的岗位。其次,是数据隐私与安全。系统采集的高清图像...
与瑕疵检测系统相关的问题
新闻资讯
产品推荐
-
吉林密封盖定制机器视觉检测服务趋势
2026-03-01 -
天津智能定制机器视觉检测服务服务价格
2026-03-01 -
江西线扫激光定制机器视觉检测服务制造价格
2026-03-01 -

苏州瑕疵检测系统服务价格
2026-03-01 -

江苏零件瑕疵检测系统性能
2026-03-01 -

苏州电池片阵列排布瑕疵检测系统优势
2026-03-01 -

连云港线扫激光瑕疵检测系统产品介绍
2026-03-01 -
福建铅酸电池定制机器视觉检测服务处理方法
2026-03-01 -
南通冲网瑕疵检测系统产品介绍
2026-03-01