- 品牌
- 伊比精密科技有限公司
- 材料材质
- 不锈钢,铁,铝合金,钛合金
- 制品类型
- 医疗配件,汽车配件,3C配件,钟表配件,机器人配件,
- 粉末预处理
- 混合
- 粉末制备方法
- 雾化法
- 成型方法
- 粉末注射成形
- 模具材质
- 钢模
- 模具类型
- 注射模
- 烧结方法
- 高温烧结
- 烧结气氛
- 真空
- 压制方式
- 单向模压
- 后处理
- 机械加工,电镀,热处理,抛光,水镀,研磨
- 烧结温度
- 1360-1380
- 年最大加工能力
- 100000000
- 年剩余加工能力
- 44000000
- 加工贸易形式
- 来图加工,来样加工,OEM加工
- 厂家
- 深圳伊比精密
- 打样周期
- 16天及以上
- 加工周期
- 16天及以上
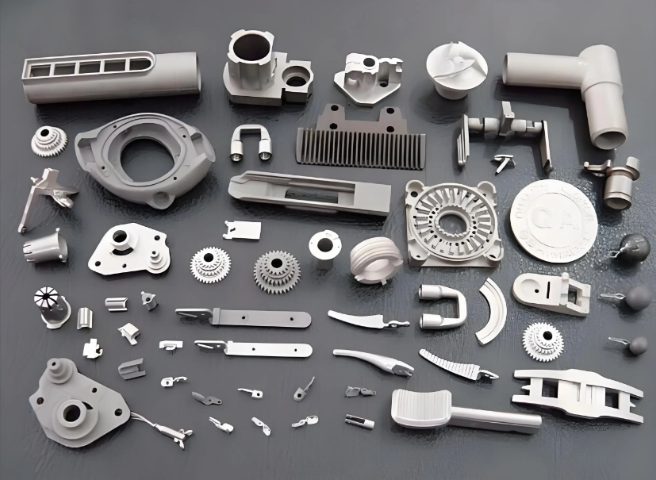
工业机器人与协作机器人的发展,对其内部零部件的精度、轻量化和强度提出了近乎苛刻的要求。金属注射成型(MIM)技术恰好能够满足这些需求,实现复杂三维结构的一次性净成形。伊比精密科技积极布局机器人供应链,为机器人关节模组、谐波减速器、传感器外壳以及机械臂内部的连接件和传动部件提供高质量的MIM解决方案。例如,机器人灵巧手内部众多微小且需要承受一定载荷的关节部件,正是MIM技术大显身手的领域。伊比精密制造的这些零件不仅保证了精确的尺寸和形位公差,确保了机器人的运动精度和重复定位准确性,同时有效的轻量化设计降低了惯性,提高了机器人的运动效率和响应速度,为机器人产业的迭代升级提供了至关重要的基础元件。不锈钢MIM纤维头,是喷砂、表面处理的重要工具。316金属注射成型有多少

注射成型是MIM工艺的主要环节,需要将喂料注入模具型腔形成生坯。这个过程要求精确控制注射温度、压力和速度等参数。注射温度通常略高于粘结剂的熔点,以保证喂料具有良好的流动性。注射压力需要足够大以确保喂料充满模具型腔,同时又要避免产生飞边等缺陷。一些企业如伊比精密通过采用先进的注塑设备和精密的模具设计,实现了复杂结构零件的一次成型。注射成型的生坯需要具有足够的强度以保证后续脱脂工序的顺利进行,这个环节的技术水平直接决定了产品的成型质量。肇庆钛合金金属注射成型MIM技术实现了一次成型复杂结构,减少组装工序。

铝合金金属注射成型是近年来快速发展的技术方向,尽管面临诸多技术挑战,但其应用前景十分广阔。铝合金MIM制品的比较大优势在于其优异的轻量化特性,密度*为2.7g/cm³左右,同时具有良好的导热性和导电性。然而,铝粉极高的比表面积和活泼的化学特性给MIM工艺带来了特殊挑战,特别是在脱脂和烧结过程中极易氧化,需要采用特殊的工艺保护措施。现代铝合金MIM技术通常采用氮气保护烧结或真空烧结工艺,精确控制氧含量在极低水平,以防止氧化并促进烧结致密化。烧结温度通常在600℃左右,远低于其他金属材料,但需要精确控制烧结气氛和温度曲线。近年来,随着粘结剂技术和烧结工艺的进步,铝合金MIM制品的密度可达理论密度的95%以上,力学性能***提升。这些进展使铝合金MIM技术在航空航天轻量化部件、电子散热器件、汽车轻量化零件等领域展现出巨大的应用潜力,为轻量化制造提供了新的技术解决方案。
金属注射成型(MIM)作为一种先进的粉末冶金近净成形技术,在全球制造业中占据着重要地位。根据市场调研数据,2031年全球金属注射成型零件(MIM零件)市场销售额预计将达到261.4亿元,年复合增长率(CAGR)为5.7%(2025-2031)。全球MIM行业竞争格局呈现高度分散化的特点。主要厂商包括Indo-MIM、Schunk、NIPPONPISTONRING、MPP、ShinZuShing等。值得注意的是,全球五大厂商共占有大约20%的市场份额,表明市场集中度相对较低。从地区分布来看,北美是全球较前的MIM市场,占有大约35%的市场份额;欧洲和亚太市场紧随其后,各占有大约30%的份额。中国市场在过去几年变化较快,2024年市场规模约占全球的相当比例,预计到2031年将进一步增长。MIM烧结收缩率一致性好,保障产品尺寸稳定性。

在3C消费电子领域,对零部件轻量化、强度和复杂结构的追求永无止境。金属注射成型(MIM)技术完美契合了这一需求,能够大批量、高精度地制造传统机加工无法实现的复杂金属零件。深圳市伊比精密科技有限公司作为国内MIM领域的佼佼者,为众多有名手机品牌提供专门支撑。其生产的MIM手机铰链、摄像头装饰圈、卡托等关键部件,兼具能力强的力学性能和细腻的外观,广泛应用于折叠屏手机、智能手表等前沿产品中,是3C产品实现小型化与功能集成化不可或缺的技术保障。
钛合金MIM零件为智能眼镜提供轻盈且坚固的骨架。316金属注射成型有多少
陶瓷注射成型作为MIM技术的重要分支,在先进陶瓷材料加工领域展现出独特优势。氧化铝、氧化锆等工程陶瓷通过注射成型工艺可以制造出具有复杂形状和精密尺寸的零件,这是传统陶瓷加工方法难以实现的。在生产工艺方面,陶瓷注射成型虽然与金属注射成型有相似之处,但在脱脂和烧结环节存在差异。陶瓷材料的脱脂过程需要更加缓慢和精确的控制,通常采用多阶段升温工艺,以确保有机粘结剂完全去除而不产生缺陷。烧结温度通常达到1600℃以上,且需要精确控制升温速率和保温时间,以获得理想的微观结构和力学性能。氧化铝陶瓷制品具有高硬度、优良的耐磨性和出色的绝缘性能,而氧化锆陶瓷则以其高韧性和优异的热稳定性著称。这些特性使陶瓷MIM制品在电子元器件、切削工具、医疗植入物等领域得到广泛应用。特别是在半导体制造领域,陶瓷注射成型的精密零部件为设备提供了关键支持,展现出不可替代的技术价值。316金属注射成型有多少
深圳市伊比精密科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来深圳市伊比精密科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

在高速运转的纺织机械中,成千上万个微型钩针与导纱器每秒钟要进行数十次的往复运动。钛合金因其质量轻、惯性小且耐磨损的特点,提升了设备的运行速度与能效。MIM工艺能够成型截面复杂且表面极其光滑的微型构件,减少了对精细纤维的擦伤风险。钛合金的坚韧特征,降低了钩针在高速工作中的断裂率,减少了设备停机维修的时间。这种工艺的应用,有力推动了传统纺织工业向精密化、高效化转型,在满足复杂面料生产需求的同时,体现了先进材料对传统产业的赋能价值。拒绝材料浪费!钛合金MIM:更准确的形状,更合理的成本,更高效的产出。深圳金属注射成型有多少在化工、石油等涉及腐蚀性介质的工业领域,流控系统的寿命直接关联到运行安全。钛合...
- 铁金属注射成型市场价格 2026-04-27
- 天津钨钢金属注射成型 2026-04-27
- 扬州金属注射成型市场价格 2026-04-27
- 扬州金属注射成型平台 2026-04-27
- 铝合金金属注射成型零件 2026-04-27
- 医疗金属注射成型强度 2026-04-27
- 宁波金属注射成型 2026-04-27
- 河北金属注射成型配件 2026-04-27
- mim金属注射成型有多少 2026-04-27
- 梅州金属注射成型结构件 2026-04-27



- 盐城铁金属注射成型 2026-04-27
- 广州全国金属注射成型 2026-04-27
- 智能家具金属注射成型工艺 2026-04-27
- 精密金属注射成型市场价格 2026-04-27
- 锁具金属注射成型市场 2026-04-27
- 中山金属注射成型有多少 2026-04-26




- 铝合金金属注射成型零件 04-27
- 医疗金属注射成型强度 04-27
- 宁波金属注射成型 04-27
- 河北金属注射成型配件 04-27
- mim金属注射成型有多少 04-27
- 梅州金属注射成型结构件 04-27
- 盐城金属注射成型优势 04-27
- 锁金属注射成型厂家 04-27
- 山东金属注射成型市场价格 04-27
- 锁具金属注射成型优势 04-27