- 品牌
- 图灵慧眼
- 型号
- MC3000
- 尺寸
- 357*232*39
- 重量
- 2.8kg
- 产地
- 苏州
- 可售卖地
- 全国
- 材质
- 铝合金
- 配送方式
- 快递配送
- 工作温度
- -20℃~60℃
- 显示器尺寸
- 13.3寸
- 操作系统
- Linux
- 输入电源
- 12V-24V
标准化操作流程包括:①开机自检——确认相机、光源、通信指示灯状态正常;②配方选择——调取当前模具对应的参数集,验证参数完整性;③启动监测——点击运行按钮,观察实时图像界面和相似度曲线;④生产监控——关注系统状态指示灯(绿色正常、黄色警告、红色报警);⑤异常处理——停机后根据提示信息检查模具,使用专业工具清理残留物;⑥记录登记——在电子日志中记录异常原因和处理措施。操作界面设计符合人机工程学,重要参数设置二级密码保护,关键操作有确认提示。定期操作包括:每班交接时检查系统运行状态,每周备份参数配方,每月导出生产统计报表。新操作员必须通过理论培训和实操考核后方可操作。光源和光学系统是模具监控器的组成部分,直接影响图像质量和检测精度。南通防漏装模具监控器视觉检测设备

在自动化生产线中,模具监控器是确保连续稳定运行的关键环节。自动化生产线追求高节奏、无人化操作,任何微小的故障都可能导致整线停机。模具监控器通过实时检测,及时发现问题并触发停机,避免故障扩大。同时,它与控制系统集成,实现自动反馈和调整。例如,当检测到产品粘模时,系统可以自动调整顶出次数或顶出力;当发现模具温度过高时,可以调节冷却系统。此外,模具监控器还能与机器人配合,实现自动剔除不良品和清理模具。这种高度集成使得自动化生产线更加灵活和可靠,减少了人工干预,提高了整体效率。扬州防压模模具监控器视觉检测设备模具监控器具备完善的安全功能和权限管理体系,确保系统安全稳定运行。

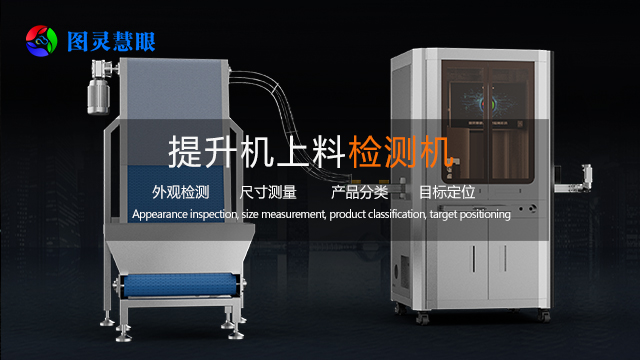
模具监控器集成先进的品质缺陷检测功能,实现在线全检替代人工抽检。系统能够识别注塑和压铸过程中的常见缺陷,包括短射、飞边、缺料、缩痕、气泡、色差等。采用多算法融合技术:短射检测通过轮廓完整性分析;飞边检测运用边缘增强和区域生长算法;缺料采用体积估计算法;缩痕通过表面纹理分析;气泡利用透射照明下的光折射特性;色差采用CIE Lab色彩空间分析。深度学习模块可选配,通过卷积神经网络识别复杂缺陷如流痕、烧焦或银纹。检测速度适应高速生产节奏,单个产品检测时间不超过0.5秒。质量数据实时上传至MES系统,生成质量报表和SPC控制图,实现质量趋势分析和异常预警。该功能使产品合格率提升2-5%,质量成本降低30%以上。
模具监控器提供强大的报表生成和文档管理功能,满足企业质量管理需求。系统自动生成多种报表:生产日报、质量周报、设备月报等,支持自定义报表格式和内容。报表数据包括生产数量、合格率、故障时间、OEE指标等关键绩效指标。文档管理功能集中存储所有相关文档:模具图纸、工艺参数、操作手册、维护记录等,支持快速检索和版本控制。审计追踪功能记录所有参数修改和系统操作,满足ISO9001质量管理体系要求。数据导出功能支持多种格式:PDF、Excel、CSV等,便于进一步分析和存档。这些功能**减少文书工作量,提高信息管理效率,为质量追溯和持续改进提供完整数据支持。模具监控器的报警与响应机制是确保及时处理异常的关键。
压铸环境下的特殊要求:硬件需满足高温防护——相机配备水冷套(耐受120℃环境),镜头加装隔热镜片,光源采用高温型LED(寿命≥30000小时)。检测算法优化:采用短曝光技术(≤0.1ms)冻结金属飞溅瞬间;增加热像分析模块监测模具热疲劳;支持飞边检测的**算法。安装位置选择:避开喷涂区域和取件机械手活动范围;相机安装在防护盒内并配备空气 purge 系统防止油雾污染。参数设置特点:因压铸周期更快(通常≤30s),系统需支持多相机并行处理;考虑到模具热膨胀,位置检测容差需比注塑放大0.02mm;脱模剂残留需设置特殊检测模式。成功案例:某铝合金压铸厂在2000T压铸机上配置3台高温相机,实现压铸全周期监控,模具寿命延长40%。产品质量是制造业的核心竞争力,模具监控器通过实时检测和缺陷预防,显著提高了产品质量一致性。丽水防漏装模具监控器源头厂家
模具监控器在压铸行业中提高了生产安全性和模具使用寿命。南通防漏装模具监控器视觉检测设备
精细的触发同步是确保检测效果的关键。系统支持三种同步方式:①数字输入触发——接收设备PLC发出的位置信号(如顶进到位信号),响应时间<1ms;②编码器触发——连接伺服电机编码器,通过角度脉冲控制采集时机,可实现模具运动过程中的多点检测;③时间延迟触发——在收到基准信号后延时特定时间执行采集,适用于匀速生产场景。比较好方案是编码器触发,可在开模过程中进行3-5次分段检测:开模初期检测产品是否随动,开模中期检查滑块位置,开模末端确认顶出状态。触发信号都经过光电隔离和滤波处理,防止电气干扰。同步精度误差需小于2ms,确保图像采集时机与模具位置完全匹配。系统还支持触发看门狗功能,当超时未收到触发信号时自动报警,防止漏检。南通防漏装模具监控器视觉检测设备
苏州图灵慧眼科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的电工电气中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来苏州图灵慧眼科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

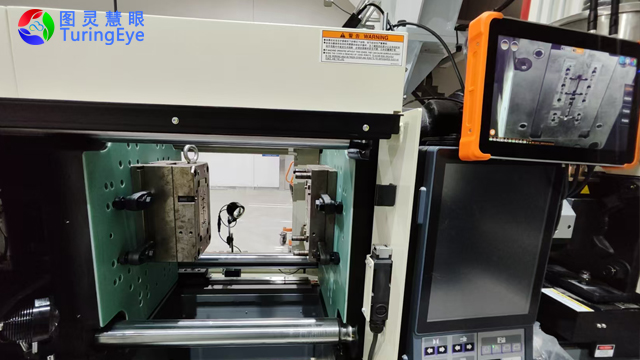
模具监控器的安装调试需要遵循标准化流程。首先进行现场评估:确定监控点位(通常优先选择型腔中心、顶针末端、滑块区域),计算相机视野覆盖范围(需包含关键区域且留有10%余量),评估环境光照条件。硬件安装阶段,使用磁力底座或机械支架固定相机,调节镜头焦距和光圈确保成像清晰;光源安装需调整照射角度,避免金属模具表面产生镜面反射。电气连接时,将监控器的输入点与注塑机的合模完成、顶出前进等信号连接,输出点接入设备急停回路。软件设置阶段,先在正常生产状态下采集20-50组合格产品图像建立基准模板库,通过机器学习算法自动优化检测参数。然后设置检测区域ROI和灵敏度参数,通常相似度阈值设为92-98%,亮度容差...
- 成都防压模模具监控器源头厂家 2026-04-01
- 六安防顶针模具监控器保护器 2026-04-01
- 厦门模具监控器源头厂家 2026-03-31
- 合肥压轴机模具监控器源头厂家 2026-03-31
- 徐州注塑机模具监控器视觉检测设备 2026-03-31
- 佛山模具监控器生产厂商 2026-03-30
- 宿迁冲床模具监控器哪家好 2026-03-30
- 昆山模具监控器供应商 2026-03-29
- 成都防漏装模具监控器保护器 2026-03-29
- 苏州压轴机模具监控器保护器 2026-03-28



- 苏州模具监控器 2026-03-27
- 淮安压轴机模具监控器保护系统 2026-03-27
- 佛山压轴机模具监控器视觉检测设备 2026-03-27
- 滁州防顶针模具监控器视觉检测 2026-03-26
- 扬州防压模模具监控器 2026-03-26
- 嘉兴冲压模具监控器哪家好 2026-03-26




- 南昌图灵慧眼模具监视器哪家好 05-05
- 化妆瓶瓶口外观视觉检测 05-04
- 山东图灵慧眼模具监视器多少钱 05-04
- 宣城自动剔除视觉检测设备 05-04
- 视觉筛选机设备 05-04
- 徐州图灵慧眼模具监视器现货 05-04
- 台州注塑机模具监视器供应商 05-04
- 汕头图灵慧眼模具监视器大概价格 05-03
- 佛山冲压模具保护器报价 05-03
- 湖南图灵慧眼模具监视器厂家 05-03