- 品牌
- VISEE,慧炬
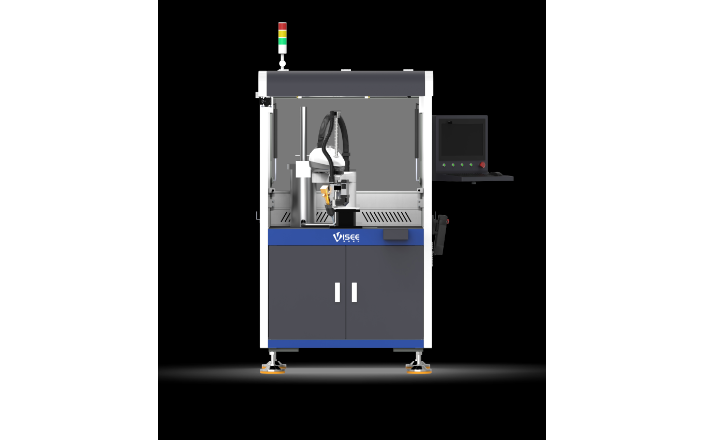
- 型号
- G300
- 类型
- 在线跟随点胶机
- X轴行程
- 450
- Y轴行程
- 380
- Z轴行程
- 200
- 最大负载
- 6
- 移动速度
- 1000
- 重复精度
- ±0.02
- 存储空间
- 128
- 气源
- 0.5-0.7
- 电源
- 220/50
- 功率
- 1500
- 最小吐出量
- 0.1
- 吐出时间调节
- 0.01
- 吐出频率
- 100
- 外形尺寸
- 1100*1400*1800
- 重量
- 500
- 产地
- 广州
- 厂家
- 慧炬智能
多轴联动技术是点胶机处理复杂工件的能力,目前主流设备已实现 6 轴联动控制。在珠宝首饰的镶嵌工艺中,6 轴点胶机能围绕不规则宝石的边缘,以 0.03mm 的精度点涂珠宝胶,胶线宽度保持在 0.1mm 以内,既保证宝石的牢固固定,又不影响首饰的美观度。对于汽车发动机的涡轮增压器叶轮,点胶机通过 5 轴联动,在曲面叶片的根部点涂高温结构胶,胶点的三维坐标误差控制在 ±0.02mm,满足叶轮高速旋转时的强度要求。多轴联动系统还能实现倾斜点胶,在手机中框的倒角位置形成 45 度角的胶线,解决了传统直角点胶易产生气泡的问题,使粘接强度提升 20%。半自动点胶机需人工辅助上下料,适合中小批量生产,平衡生产效率与设备投入成本。浙江CCD点胶机定制
点胶机
动力电池极耳焊接前的预点胶工艺,是提升焊接质量的关键环节。点胶机在极耳与极片的连接位置点涂导电胶,胶点直径控制在 0.8mm±0.05mm,既保证焊接时的导电性,又能缓冲焊接应力,使极耳的剥离强度提升 40%。针对叠片电池的极耳对齐,点胶机通过视觉定位在极耳边缘点涂定位胶,胶点厚度 0.03mm,确保叠片过程中极耳的对齐误差不超过 0.1mm,减少焊接时的虚焊风险。预点胶系统还能控制胶水的固化速度,在焊接前保持适当粘性,焊接后快速固化,适应电池生产线的快节奏需求。辽宁双头点胶机有哪些视觉定位点胶机识别 PCB 板上的微小焊盘,自动调整点胶头角度,确保芯片封装胶层平整。
点胶机的规范操作是保证点胶质量的关键,其操作流程主要包括前期准备、参数设置、试机调试和正式生产四个步骤。前期准备需检查流体材料的型号和状态,确保无杂质、无气泡,并将其装入供料系统;同时清洁产品表面,避免灰尘影响胶水附着力。参数设置阶段,通过控制系统输入点胶量、速度、压力等参数,根据产品图纸编程点胶轨迹。试机调试时,先进行少量点胶测试,检查胶点大小、形状和位置是否符合要求,必要时调整参数。正式生产过程中,操作人员需实时监控设备运行状态,定期检查针头是否堵塞、材料是否充足,确保生产连续稳定。
人机协作模式的引入,使点胶机在柔性生产中更具适应性。协作式点胶机器人配备力觉传感器,当与操作人员发生接触时,能在 0.1 秒内停止运动,接触力不超过 50N,确保人员安全。在小型电子产品的返修点胶中,工人可手持工件在机器人工作范围内自由移动,机器人通过视觉跟踪实时调整点胶位置,实现 “人动机器随” 的灵活作业模式,返修效率提升 50%。设备的安全防护系统还包括红外感应区域,当人员进入危险区域时自动降低运行速度,离开后恢复正常速度,兼顾了生产效率与操作安全。伺服驱动点胶机在汽车雷达天线罩内点胶固定,通过 3D 路径规划适应复杂曲面涂胶。
点胶机的工作原理基于流体控制与机械运动的准确配合。首先,胶水等流体材料被存储在针筒或压力桶中,通过气压、螺杆推送或活塞挤压等方式产生动力,将材料输送至点胶针头。同时,控制系统根据预设程序,驱动机械臂或工作台按照设定路径移动,使针头在产品指定位置完成点胶动作。在这一过程中,胶量的控制至关重要,通常通过调节压力大小、点胶时间、针头直径等参数实现。例如,对于微小电子元件的点胶,需将胶量控制在纳升级别,此时设备会通过高精度压力传感器与伺服电机的联动,确保每一滴胶水的体积误差不超过 ±5%,从而满足精密制造的需求。热熔胶点胶机搭载温度控制系统,在低温环境下仍能保持胶黏剂流动性,适配冬季生产线。北京UV胶点胶机
医疗器械生产中,点胶机为导管、接头点涂医用级胶水,确保粘接牢固且符合医用安全标准。浙江CCD点胶机定制
供胶系统是点胶机的 “动力源”,其性能直接影响胶量控制精度,主要分为气压式、螺杆式和活塞式三类。气压式供胶通过压缩空气推动胶桶内的胶水,结构简单,成本低,但受气源压力波动影响较大,适用于粘度较低、对精度要求不高的场景。螺杆式供胶利用精密螺杆的旋转推送胶水,胶量与螺杆转速成正比,控制精度高,即使对于高粘度胶水(如硅胶)也能实现稳定供胶,在电子封装领域应用普遍。活塞式供胶通过活塞的往复运动挤出胶水,胶量控制精确,重复性好,适合中小胶量的点涂作业,如医疗器械的微点胶。部分点胶机还采用伺服电机驱动的供胶系统,可实时监测胶量变化并动态调整,进一步提升了供胶稳定性。浙江CCD点胶机定制
- 慧炬点胶机排名 2026-04-29
- 辽宁CCD点胶机推荐 2026-04-29
- 华南图片编程点胶机怎么样 2026-04-28
- UV胶点胶机 2026-04-28
- 北京UV胶点胶机厂商 2026-04-28
- 四川三轴点胶机有哪些 2026-04-28
- 江西芯片点胶机厂商 2026-04-28
- 无锡五轴点胶机厂家 2026-04-28
- 重庆在线点胶机选型 2026-04-28
- 江苏五轴点胶机企业 2026-04-28
- 河北视觉点胶机哪家好 2026-04-28
- 重庆四轴点胶机哪家好 2026-04-28