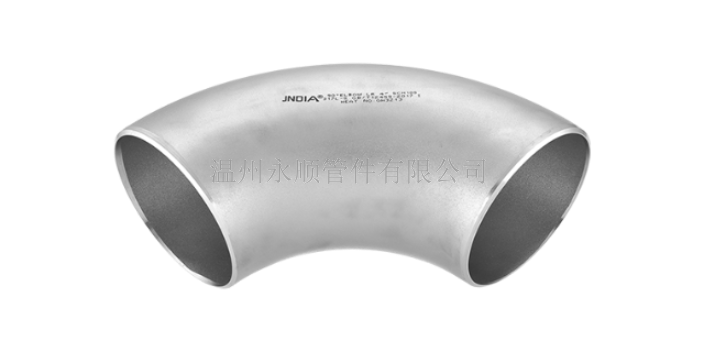
90°弯头:这是最常见的一种弯头,用于管道系统中需要直角转弯的部位。例如,在建筑给排水系统中,90°弯头常用于连接垂直和水平管道,使水流能够顺利改变方向。45°弯头:这种弯头的角度为45度,适用于需要较小角度转弯的场合。在一些工业管道系统中,如化工管道,45°弯头可以减少流体在转弯处的压力损失,同时也能满足管道布局的空间要求。180°弯头:也称为U型弯头,用于管道需要回转的情况。在蒸汽管道系统中,180°弯头可用于蒸汽的回流,起到缓冲和改变流向的作用,同时也有助于减少管道的热应力。库存常备美标ASME B16.9弯头,支持第三方材质复检。海南管道配件弯头

不锈钢弯头比较常见的抛光方式,不锈钢弯头化学抛光化学抛光是让材料在化学介质中表面微观凸出的部分较凹部分优先溶解,从而得到平滑面。这种方法的主要优点是不需复杂设备,可以抛光形状复杂的工件,可以同时抛光很多工件,效率高。化学抛光的关键问题是抛光液的配制。化学抛光得到的表面粗糙度一般为数10μm。工件上脱离的金属离子与抛光液中的磷酸形成一层磷酸盐膜吸附在工件表面,这种黏膜在凸起处较薄,凹处较厚,因凸起处电流密度高而溶解快,随黏膜流动。陕西等径弯头哪家好弯头出厂前内窥镜检查,留存影像备查。

测定不锈钢三通金属材料的强度指标常用拉伸试验。拉伸试验拉伸试验在拉伸试验机上进行。首先将被测金属材料按GB/T228-2002制成标准试样,并安装在拉伸试验机的两个夹头上,然后对试样缓慢施加轴向拉力F,随拉力缓慢增大,试样逐渐被拉长直至断裂。观察并测定拉力和伸长量的关系,绘出拉伸曲线低碳钢的拉伸曲线。当拉力较小时,试样的拉力与伸长量成正比,拉力去除,变形恢复,即试样处于弹性变形阶段。当拉力超过F后,拉力与伸长量的直线关系被破坏,并出现屈服平台或屈服齿,拉力去除,试样的变形只能部分恢复,即试样进入屈服阶段当拉力超过F后,试样产生明显而均匀的塑性变形,即试样进入均匀塑性变形阶段。
不锈钢管件的切割工艺是怎么样的呢?这是许多人都还比较关注的一个问题,那么不锈钢管件的切割工艺如何呢?1、线切割使用线切割快走丝,能够满足切口质量要求:切口平整、无毛刺、精度较高。但是要注意管端线切割后会变颜色,需要打磨抛光处理。而且切割速度慢,切割过程中需要用到的乳化油令到管件表面带有油粘性,不易清洁。适合生产量批量小的使用。2、砂轮片切割用普通的砂轮切割机切割后留有毛边和挂口飞边,精度不高,需配合使用全自动不锈钢管端毛刺机使用,能达到非常好的使用效果。成本低廉,但砂轮片损耗有点大,适合量批量小的时候使用。3、车床切割车床针对切割非常薄壁的不锈钢管(壁厚0.3~0.4mm),推荐使用质优的白钢或锋钢刀具,购买成本较高,但是耐用,切面很平整。这种作业方式自动化程度低,劳动强度大。经过自动化改装车床切割的效率提高,然而标准六米长的钢管的高速旋转问题,经常会损坏薄壁钢管。4、滚刀无屑切割自动滚刀切管机只有圆周的刃口,没有锯齿。一边转动一边向里进给,切口平整光滑,无铁屑,没有毛刺,内壁略微收口。加上特殊工装,收口现象能极大改观,设备造价低,?切割薄壁不锈钢管时偶会产生撕裂现象,令管口会严重变形。永顺管件,弯头服务,贴心售后,全程无忧。

确保管道连接牢固螺纹连接:在螺纹连接弯头时,确保螺纹连接紧密。使用扳手或管钳均匀拧紧螺母,避免用力过猛导致管道变形。在螺纹处缠绕生料带或涂抹密封胶,以增强密封性和连接的稳定性。焊接连接:在焊接弯头时,确保焊接坡口对齐,焊接过程中保持管道和弯头的稳定。使用焊接夹具或定位焊来固定管道和弯头,确保焊接过程中不发生移动。法兰连接:在法兰连接弯头时,确保法兰与管道和弯头的连接紧密。放置合适的密封垫片,并均匀拧紧螺栓。按照对角线顺序逐步拧紧螺栓,确保法兰连接的密封性和稳定性。温州永顺,弯头生产,环保材料,绿色制造。陕西电站弯头管件厂家
永顺管件,弯头选材,严格筛选,确保安全。海南管道配件弯头
不锈钢管件的留意问题不锈钢管件在使用的过程中,我们需要留意的问题有很多,那么不锈钢管件主要留意的问题有哪些呢?针对高韧性管道而言,提升异径三通管道零配件安裝是一门繁杂的技术性,都是工程项目管道检修及安裝中不可或缺的工艺流程,因而,异径三通管道提升高韧性管道零配件安裝一定要搞好,接下去让网编来为异径三通管道安裝前的提前准备工作中做个简易详细介绍。不锈钢台面的材料不一样,橱柜台面的材料不一样,他们的差别在哪儿,他们的品质都不一样,不一样的不锈钢台面材料,他们的品质是不一样的,有的金属材质较为硬实,耐用度也不一样,有的则很硬实,在挑选的情况下还要分清晰了。海南管道配件弯头