中国螺栓的发展历史源远流长。中国古代,人们就发明了用来连接木材和金属的螺栓,虽然与现代螺栓有所不同,但却是螺栓发展历程的起点。在元朝时期,已有用来连接铁件的螺栓。到了明清时期,中国的螺栓制造工艺进一步提升,螺栓的用途也逐渐扩大到建筑和机械制造领域。19 世纪末期,中国开始引进西方的螺栓制造技术。随着工业化的不断推进,螺栓制造业在中国迅速发展。然而,在 20 世纪中期,中国的螺栓产业遭遇巨大挑战,由于种种原因,几乎一度停滞不前。直到开放以来,中国的螺栓产业才重新焕发生机,迅速恢复并超越了过去的辉煌。如今,中国已经成为世界螺栓制造业的主要国家,螺栓产品在国际市场上占据重要地位,并且不断提升着产品质量和技术水平。研发人员正在探索如何进一步提升双旋向自锁紧不松动螺栓的自锁紧效果,这将推动其技术不断进步。码头双螺纹防松动螺栓原理
当双旋向自锁紧不松动螺栓承受的载荷超过其设计承载能力时,会发生过载失效。可能是由于设备异常运行、安装不当等原因导致螺栓受力过大。其失效过程呈现三阶段特征:首先,异常载荷导致螺纹啮合区域的局部应力超过材料屈服强度,使预紧力分配失衡;其次,双向结构的弹性变形储备被耗尽,楔形接触面出现微裂纹;在循环载荷或冲击载荷作用下,裂纹沿螺纹根部扩展,导致螺纹牙断裂或螺杆整体剪切破坏。过载可能使螺栓发生塑性变形、螺纹损坏甚至断裂,严重影响设备安全运行。因此在螺栓选型时要考虑到一定的载荷余量。国产防松动螺栓产品严格的质量检测流程是双旋向自锁紧不松动螺栓出厂的保障,确保每一颗螺栓都能达到自锁紧不松动的标准。
在新能源汽车电池模组连接、风力发电机关键部件连接等方面,双旋向自锁紧不松动螺栓有创新应用价值。新能源汽车电池模组在充放电过程中会产生振动和热应力,双旋向螺栓能确保模组连接稳固,防止因松动造成放电事故,提高电池系统安全性和可靠性;风力发电机在高空恶劣环境下运行,双旋向螺栓保障各部件可靠连接,减少停机检修时间,提升发电效率。在新能源领域我们还可以与客户开展各方面的探讨研究,以客户的需求为导向,开发合适的双旋向螺栓。
普通螺栓防松主要依赖摩擦力和预紧力,在长期振动或恶劣环境下,预紧力会逐渐减小,摩擦力也随之降低,导致螺母松动。即使安装两个螺母,也只是比一个螺母防松效果稍好。目前在实际使用中,很多易松动区域的螺栓还采用破坏螺母后螺纹,或将螺母焊接在螺杆上的方式来放松,但这样往往会造成螺栓受力不均,磨损严重,甚至开裂损坏。即使螺栓未损坏,在设备拆卸检修时,也要破坏螺栓,更换新螺栓。而双旋向自锁紧不松动螺栓从结构上解决了这一问题,两组反向螺纹提供的反向作用力能持续抵消松动趋势,防松效果明显优于普通螺栓。石油化工行业的大型设备,双旋向自锁紧不松动螺栓保证了设备在高压、高振动等环境下的正常运行。

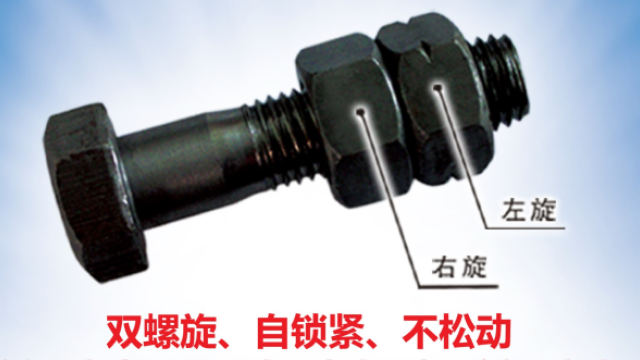
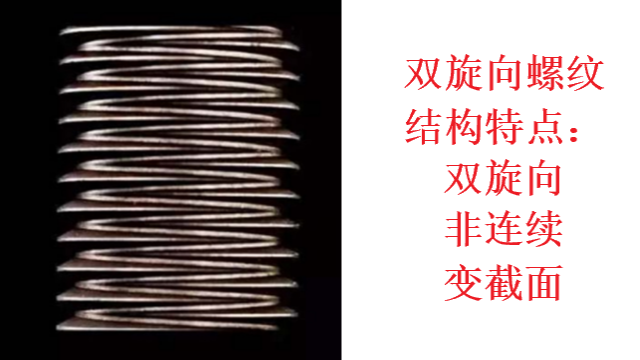
双旋向自锁紧不松动螺栓的螺纹是一种双旋向、非连续且变截面的螺纹,其双旋向螺纹设计的关键在于利用反向作用力原理,实现冲击载荷条件下的作用力平衡。当右旋螺母松动趋势产生时,由于双旋向螺纹结构,左旋螺母会受到相反方向螺纹带来的反向作用力。这两个方向的作用力相互抵消,让左右旋螺母进入一种相对平衡状态。例如在振动频繁的机械设备中,普通螺栓螺母易松动,但双旋向不松动螺栓能凭借这种平衡机制,始终保持紧密连接,保障设备稳定运行。为保证防松效果,在安装时,右旋螺母和左旋螺母的预紧力是不一样的,后拧的左旋螺母预紧力是先拧右旋螺母预紧力的1.2倍。工业机械设备的制造离不开双旋向自锁紧不松动螺栓,它保证了设备在长期运转中的稳定性。国产电机紧固防松动螺栓装置
双旋向自锁紧不松动螺栓突破了传统螺栓易松动的局限,为各类设备的稳定运行提供保障。码头双螺纹防松动螺栓原理
在安装双螺纹自锁紧不松动螺时,扭矩控制至关重要。合适的扭矩能使右旋紧固螺母和左旋锁紧螺母达到比较好的配合状态,发挥自锁紧功能。扭矩过小,可能导致连接不牢固,易松动;扭矩过大,可能损坏螺纹或其他部件。通常需要使用专业的扭矩工具,按照规定的扭矩值进行操作,以确保安装质量和自锁紧效果。双旋向螺栓安装时,要按照正确的操作方法进行,确保各部件安装到位,保证其自锁紧性能不受影响,延长使用寿命。先将右旋紧固螺母拧紧到设定的扭距,再拧左旋锁紧螺母,其扭距值是右旋螺母扭距的1.2倍。码头双螺纹防松动螺栓原理