- 品牌
- 美淼
- 型号
- 齐全
- 用途
- 蒸汽锅炉,采暖,冷却补水,工艺用水,钢铁冶炼行业,化工制药行业
- 控制器类型
- 全自动
- 加工定制
- 是
- 产地
- 昆山
- 厂家
- 昆山美淼新材料科技有限公司
钛电极表面的活性涂层赋予了其高催化活性。通过合理设计和制备活性涂层,能够明显降低电化学反应的过电位,加快反应速率。以钛基二氧化钌电极在氯碱工业为例,其表面的二氧化钌涂层能够有效催化氯离子氧化生成氯气的反应,使得反应在较低的电压下进行,降低了能耗。在有机电合成领域,钛电极的高催化活性能够促进有机化合物的氧化或还原反应,实现一些传统化学方法难以完成的合成过程,为有机合成开辟了新途径,在精细化工产品生产中具有重要应用价值。智能电极自动报警故障。山西源力循坏水电极设备

电极材料的选择至关重要,它直接影响电极的性能和应用范围。金属材料如铜、银、铂等,因具有良好的导电性,在许多电极应用中备受青睐。铜的导电性优良且成本相对较低,常用于一般的导电电极;银的导电率更高,在一些对导电性要求极高的电子器件电极中有所应用;铂则因其出色的化学稳定性和生物相容性,常用于医疗设备电极以及一些高精度的电化学检测电极。此外,碳材料如石墨,也因其独特的导电性能和化学稳定性,在电池电极等领域使用。河南海水淡化电极钛基涂层电极电解产生次氯酸,杀菌率超99.9%。
目前相比传统氯消毒,电氧化可同步杀灭病原体和降解微污染物(如农药、内分泌干扰物)。采用Ti/IrO₂-Ta₂O₅电极时,大肠杆菌的灭活率在5分钟内达99.99%,且无消毒副产物(DBPs)生成。对于饮用水中常见的阿特拉津(除草剂),电氧化优先攻击其叔胺基团,降解路径明确。实际应用中需平衡消毒效果与能耗(通常<0.5 kWh/m³),并考虑水源水质(如天然有机物的干扰)。形成了模块化的电氧化设备已经成功作用于农村分散式供水处理。
电极材料是电氧化技术的重要部分,其催化活性、稳定性和成本直接决定应用可行性。目前研究较多的包括金属氧化物电极(如Ti/RuO₂、Ti/PbO₂)、BDD电极及碳基电极(如石墨、碳毡)。Ti/RuO₂电极具有高析氧电位(1.6 V vs. SHE),适合处理含氯废水,但易发生析氧副反应;Ti/PbO₂电极成本较低且催化活性强,但长期运行后Pb溶出可能造成二次污染。BDD电极因其化学惰性和超高氧析出电位(>2.3 V)成为难降解有机物处理的理想选择,但制备成本限制了大规模应用。未来趋势是开发复合涂层电极(如SnO₂-Sb/Ti)或非贵金属催化剂,以兼顾性能与经济性。电化学阻抗谱实时监测腐蚀速率精度达0.001mm/a。

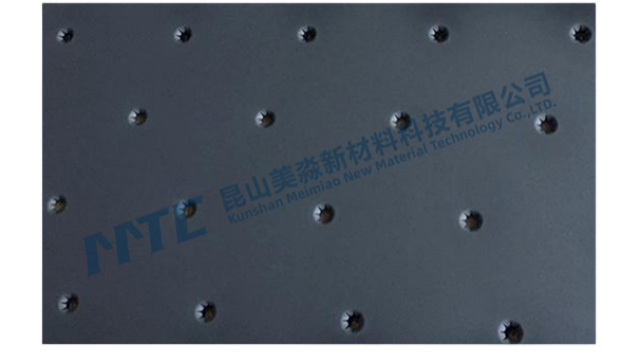
电极的制备工艺对其电化学性能至关重要。以钛基涂层电极为例,典型制备流程包括基体预处理(喷砂、酸蚀)、涂层溶液配制(如RuCl₃和IrCl₃的混合溶液)和热分解氧化(多次涂覆-烧结循环)。溶胶-凝胶法可制备均匀的纳米氧化物涂层,而电沉积法则适合精确控制贵金属(如Pt)的负载量。关键挑战在于涂层与基体的结合力不足导致的剥落问题,可通过引入中间层(如Ta₂O₅)或等离子喷涂技术改善。此外,新兴的原子层沉积(ALD)技术能实现单原子级精度,用于制备超薄、高活性电极涂层。电极材料抗污染性能大幅提升。源力循坏水电极设备
电极系统运行噪音低于50分贝。山西源力循坏水电极设备
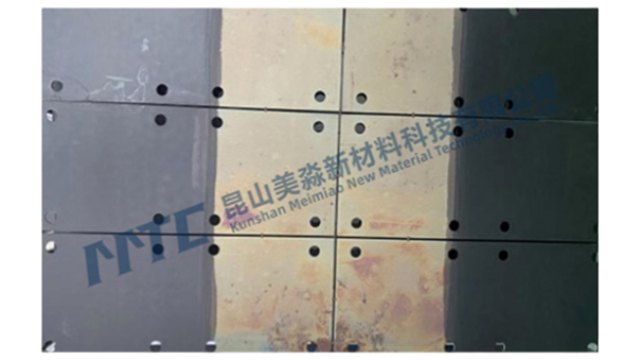
循环水中的油类、缓蚀剂和工艺泄漏有机物会加速微生物繁殖,电化学高级氧化(EAOPs)技术可将其降解为小分子或矿化。以BDD电极为例,其产生的羟基自由基(·OH)能无选择性地攻击有机物,COD去除率可达70-90%。对于含聚丙烯酸类阻垢剂的循环水,在10 V电压下处理2小时,TOC降解率超过80%,且降解产物无生物毒性。系统需优化极板间距(<10 mm降低欧姆损耗)和流量分布(避免短流)。某钢铁厂案例中,电氧化单元使循环水COD稳定控制在30 mg/L以下,减少了生物粘泥导致的停机清洗频率。

- 新疆循坏水电极 2026-02-13
- 山东海水淡化电极需求 2026-02-12
- 湖北数据中心电极设备 2026-02-12
- 山西循坏水电极设备 2026-02-12
- 北京源力循坏水电极设施 2026-02-12
- 甘肃海水淡化电极 2026-02-11
- 湖北循坏水电极设施 2026-02-10
- 上海海水淡化电极除硬 2026-02-10