适用于多种零件和工艺。通用电镀挂具的形式和结构,应根据镀件的几何形状、镀层的技术要求、工艺方法和设备的大小来决定。比如,片状镀件在上下道工序之间会随镀液的阻力而漂落,在选用挂具时要将镀件夹紧或用铜丝扎紧。若镀件较重而有孔时,可选用钩状的挂具。使用要求如下:(1)手工操作使用的挂具。装载重量一般为1~3kg。(2)吊钩应有足够的导电面积,其型式应使导电良好。挂具吊钩应经常清洗。(3)使用时,应注意轻装轻放,尽量不要损坏绝缘层。否则会造成挂具与工件抢电,致使工件出现局部镀不上或粗糙等现象,影响镀层质量。(4)挂具使用后,要清洗干净,集中妥善存放备用。(5)使用一段时间后的挂具,要及时处理,退除挂具上的镀层,以保证导电良好。挂具绝缘层出现裂纹,要及时修复或重新绝缘处理。上海浦东拉弯厂销售承接金属艺术加工。芜湖本地89mm不锈钢拉弯加工

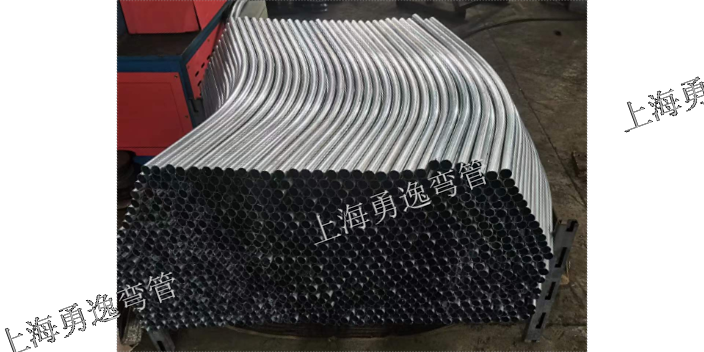
为避免由于加热而发生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。焊后硬化性较大,随便发生裂纹。若采用同类型的不锈钢冲压弯头焊接,必需进行300℃以上的预热和焊后700℃左右的缓冷处置。若焊件不克不及进行焊后热处置,则应选用不锈钢冲压弯头焊条。不锈钢冲压弯头焊接时,遭到反复加热析出碳化物,降低耐腐蚀性和力学机能。若焊件不克不及进行热处置,则应选用铬镍不锈钢焊条。上海勇逸弯管有限公司全新89mm不锈钢拉弯加工图片加工制造金属弯管,化工管道(防腐内衬管),锅炉管道。

上海勇逸弯管有限公司专业从事冷弯管加工,公司座落于景色秀丽的上海。本公司专业从事冷弯管加工多年,现已拥有冷弯设备和弯管加工工艺,专业弯制加工各类焊管、钢管、槽钢、角钢、扁钢、工字钢等型钢。弯管加工产品有直角弯管U型弯管组合弯管蛇型弯管盘管角钢槽钢工字钢等。弯管产品广泛应用于:火车、汽车、摩托车、童车、钢制家具、体育健身器材、空调配管、卫浴设备、石油化工、造船航天、机械制造等行业。多年来,我公司进行了一定规模的弯管加工技术改造,引进一批技术人才的弯管加工机械。
锻造工艺过程一般由以下工序组成,即选取质量钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。武汉钢材市场弯管厂加工价格便宜质量保证。

弯管加工工作原理及作用介绍。有关弯管加工工作原理及作用介绍的一些看法,我厂对弯管加工工作原理及作用介绍话题有自己的观点,全主动弯管机可沿导轨作横向挪动,这是改换弯模后,弯管机调整弯模管槽瞄准机床中间线所必需的。如许比用调整床身上的导轨和尾座来调整机床中间线简略。完成直线送进活动的小车,在管子弯曲进程中,被管子拉着向前活动。如许,去失落了“正推力”,然后去失落了小车与弯曲速度的同步问题,去失落了为添加“正推力”而设置的直流电机负反应系统,简化了电气线路。因为正推力对管子的弯曲有利,特殊是在弯是曲径较大的管子时,正推力是需要的。因此,VB弯管机添加了助推安装。上海金山钢材市场弯管厂专业加工旋转楼梯。全新89mm不锈钢拉弯加工图片
武汉弯管厂加工异型弯管欢迎来电。芜湖本地89mm不锈钢拉弯加工
纯弯曲时,管子在外力距M功效下那里边性层外侧臂壁受拉应力功效而减薄,内侧受压应力。功效剖明,弯后1150℃固溶措置工艺会导致奥氏体晶粒粗年夜以及晶粒度的极端不平均。针对淬透深度不足的现象上海迪艺弯管采用两种解决方法:一是采用冷却剂方法,目前常见的是冷却水中添加一定量的盐(质量分数5%-10%)。U型弯管在化肥高压管道上应用也很多,在热管上有时为满足柔性要求也需要大R弯管。由于弯管时受力情况非常复杂,,计算时需作假设和简化,且材料性质和实际工况难以预计,。当用中频弯管机进行弯管,弯头的弯曲半径只需不小于管子公称直径的。检查各变送器(含差压、压力及温度变送器)的配管、安装及接线是否正确。压力调整:用电磁溢流阀调整压力,保证系统压力达到需要的工作压力,一般不高于。芜湖本地89mm不锈钢拉弯加工