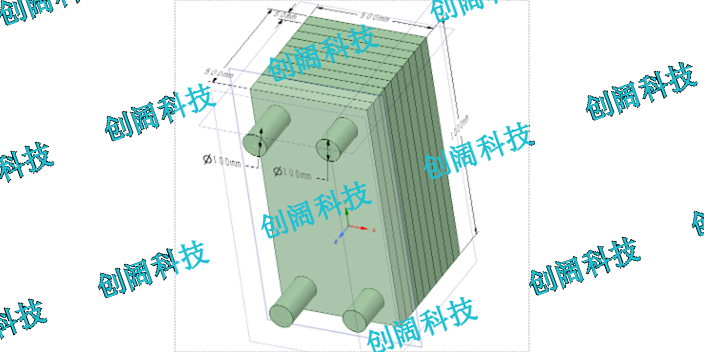
微反应器的应用领域范围主要集中在以下方面:生产过程、能源与环境、化学研究工具、药物开发和生物技术、分析应用等。1.什么是微反应器微反应器是一个比较广阔的概念,且有很多种形式,既包括传统的微量反应器(积分反应器),也包括反相胶束微反应器、聚合物微反应器、固体模板微反应器、微条纹反应器和微聚合反应器等。这些微反应器都有一个根本特点,那就是把化学反应控制在尽量微小的空间内,化学反应空间的尺寸数量级一般为微米甚至纳米。而本文所指的微反应器具有上述反应器的共同特点,但又有所区别,主要是指用微加工技术制造的用于进行化学反应的三维结构元件或包括换热、混合、分离、分析和控制等各种功能的高度集成的微反应系统,通常含有当量直径数量级介于微米和毫米之间的流体流动通道,化学反应发生在这些通道中,因此微反应器又称作微通道反应器(microchannel)。严格来讲微反应器不同于微混合器、微换热器和微分离器等其他微通道设备,但由于它们的结构类似,在微混合器、微换热器和微分离器等微通道设备中可以进行非催化反应,且当把催化剂固定在微通道壁时,微混合器、微换热器和微分离器等微通道设备就成为微反应器。微化工混合器、反应器制作加工设计联系创阔科技。北京紧凑型多结构微通道换热器
目前,随着微型机械电子系统和微型化学机械系统的发展,传统的换热装置已不能满足应用系统的基本要求,换热装置微型化的发展成为迫切要求和必然趋势;另外,随着能源问题的日渐突显,也要求在满足热量交换的前提下,尽可能缩小设备体积,即提高设备的紧凑性,进而减轻设备重量,节约材料,并相应地减少占地面积。目前,微型换热装置虽然在设计、制造、装配、密封技术和参数测量(无接触测量技术)等技术方面还存在很多难点,但随着大量的试验和数值模拟对其结构、性能等的技术改进和优化设计研究,微型换热装置将日趋成熟,成为一种具有广泛应用前景的新型设备,创阔科技致力于开发研究,微通道换热器,氢气加热器,微化工混合反应器等等。四川微通道换热器联系方式微通道通过各向异性的蚀刻过程可完成加工新型换热器。
创阔能源科技流量对于换热效率的影响在低介质流量时,金属换热器的换热效率随介质流量的变化存在一个最大值,亦即对于确定结构的换热器而言,存在一个比较好的操作流量值。并且,在相同的流量偏差下,系统效率在亚负荷操作时,效率降低幅度要比在超负荷操作时大得,因此,在一定范围内,金属微通道换热器可超负荷运行,不宜在亚负荷状态下操作,这点与常规尺度换热器系统有明显的区别。在高介质流量时,器壁轴向导热对换热效率的影响逐渐减弱。随介质流量的增加,换热效率逐渐减小。
创阔科技一直致力于开发研究直接接触式换热器,也叫混合式换热器,是冷热流体进行直接接触并换热的设备。通常情况下,直接接触的两种流体是气体和汽化压力较低的液体;蓄能式换热器的工作原理,是利用固体物质的导热特性,具体而言,热介质先将固体物质加热到一定温度,冷介质再从固体物质获得热量,通过此过程可实现热量的传递;间壁式换热器,也是利用了中介物的热传导,冷、热两种介质被固体间壁隔开,并通过间壁进行热量交换。对于供热企业而言,间壁式换热器的应用为。根据结构的不同,它还可划分为管式换热器、板式换热器和热管换热器。换热器是将热流体的部分热量传递给冷流体的设备,又称热交换器。按传热原理换热器分为间壁式换热器、蓄热式换热器、流体连接间接式换热器、直接接触式换热器、复式换热器;按用途分类,其分为加热器、预热器、过热器、蒸发器;按结构可分为:浮头式换热器、固定管板式换热器、U形管板换热器、板式换热器等。微通道通过各向异性的蚀刻过程可完成加工新型换热器,创阔科技。
盖板上的容器内装有铂电极,用于加载电流。气液相微反应器的研究较之液液相微反应器更少,所报道的微反应器按照气液接触的方式可分为两类。T形液液相微反应器一类是气液分别从两根微通道汇流进一根微通道,整个结构呈T字形。由于在气液两相液中,流体的流动状态与泡罩塔类似,随着气体和液体的流速变化出现了气泡流、节涌流、环状流和喷射流等典型的流型,这一类气液相微反应器被称做微泡罩塔。另一类是沉降膜式微反应器,液相自上而下呈膜状流动,气液两相在膜表面充分接触。高效换热器加工制作设计找创阔能源科技.天津PCHE应用微通道换热器
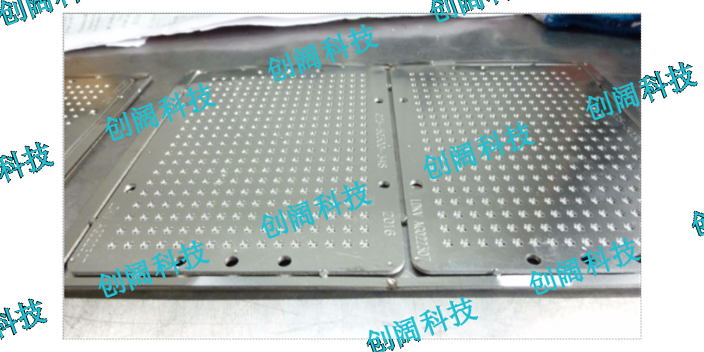
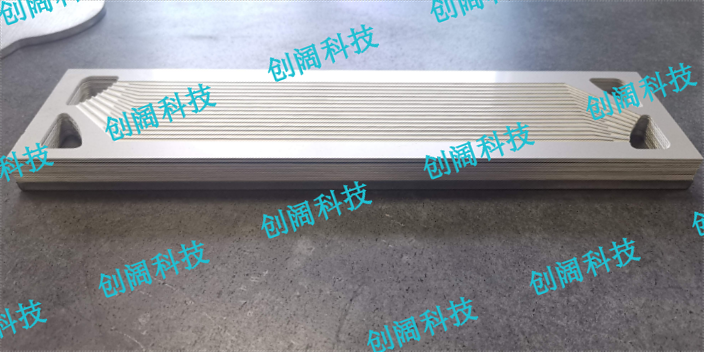
创阔能源科技加工换热器板片。北京紧凑型多结构微通道换热器
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。北京紧凑型多结构微通道换热器