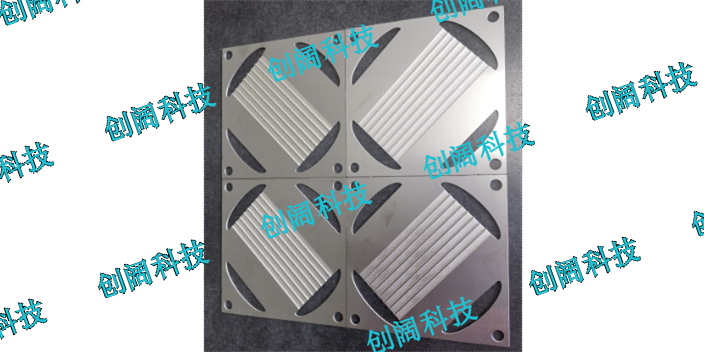
微通道,也称为微通道换热器,就是通道当量直径在10-1000μm的换热器。这种换热器的扁平管内有数十条细微流道,在扁平管的两端与圆形集管相联。集管内设置隔板,将换热器流道分隔成数个流程。板式换热器是由一系列具有一定波纹形状的金属片叠装而成的一种新型换热器。各种板片之间形成薄矩形通道,通过板片进行热量交换。不管是微通道板片的原理和换热器板片每张板片包含两个部件:金属板:为压制有波纹、密封槽和角孔的金属薄板,是重要的传热元件。波纹不仅可强化传热,而且可以增加薄板的和刚性,从而提高板式换热器的承压能力,并由于促使液体呈湍流状态,故可减轻沉淀物或污垢的形成,起到一定的“自洁”作用。密封垫片:安装在沿板片周边的垫圈槽内,密封板片之间的周边,防止流体向外泄漏,并按设计要求,密封一部分角孔,使冷、热液体按各自的流道流动。换热器板片密封原理在波纹板片上粘有密封垫,密封垫设计成双道密封结构,并具有信号孔。当介质如从前一道密封泄漏时,可从信号孔泄出,便能及早发现问题加以解决,不会造成两种介质的混合。微结构流道板换热器加工制作设计。普陀区创阔金属微通道换热器
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。嘉定区微通道换热器厂家直销微加工技术起源于航天技术的发展,曾推动了微电子技术和数字技术的迅速发展,创阔科技添砖加瓦。

创阔能源制作的微化工反应器,有着良好的可操作性:微反应器是密闭的微管式反应器,在高效微换热器的配合下实现精确的温度控制,它的制作材料可以是各种度耐腐蚀材料,因此可以轻松实现高温、低温、高压反应。另外,由于是连续流动反应,虽然反应器体积很小,产量却完全可以达到常规反应器的水平。对放热剧烈的反应,常规反应器一般采用逐渐滴加的方式,即使这样,在滴加的瞬时局部也会过热而产生一定量的副产物。微反应器由于能够及时导出热量,反应温度可实现精确控制,因此消除了局部过热,显著提高反应的收率和选择性。
创阔能源科技对于微通道对流换热不同于宏观(指尺寸>1mm)通道换热的机理。受通道形状、壁面粗糙度、流体品质、表面过热量、分子平均自由程与通道尺寸之比等众多因素的影响,微通道换热呈现出一些特殊的特点。换热效率随热导率的变化趋势根据径向热阻和器壁轴向热传导的影响,换热器效率随热导率的变化可分为3个区域:低热导率时,随热导率的增加,径向热阻的影响逐渐减弱,换热器效率增大,该区域可称为热阻控制区;热导率增加到一定程度时,换热器效率随热导率增加的趋势逐渐减弱,增至最大值后开始逐渐减小,称为高效换热区;热导率进一步增加时,器壁轴向导热对换热过程的影响逐渐增强,换热器效率随之减小,并逐渐趋近于器壁完全等温时的换热效率50%,称为热传导控制区。多层焊接式换热器,找创阔科技。
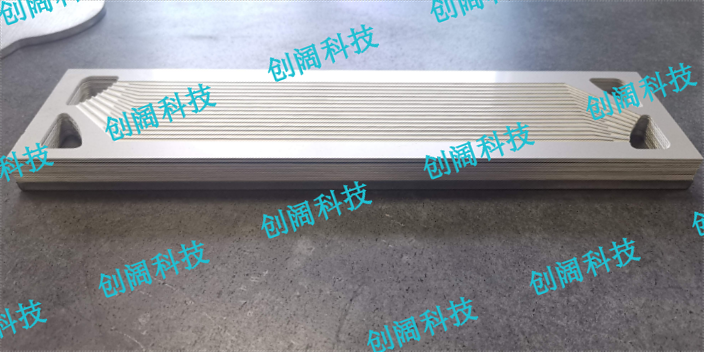
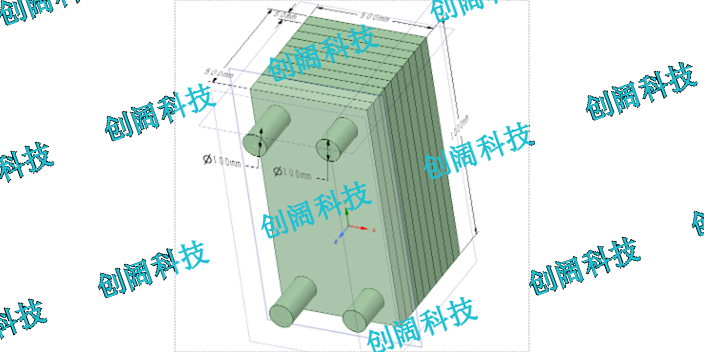
创阔科技的微通道换热器是一种采用特殊微加工技术制造的换热器。当量水力直径通常小于1mm。该换热器的特点是单位体积换热量大,耐高压,制造难度大。在微通道设计中,如果当量直径过小时,可能需要关注微尺度效应。此时,传统的宏观理论公式不再适用于流动和传热。,我们将使用FLUENT制作一个简单的微通道换热器案例。当然,微通道换热器的当量直径足以通过解决NS方程来模拟。2模型和网格。由于实际换热器单元较多,流道数量较大,本案按对称面截取部分计算。换热器长度60mm,宽度6mm,微通道高度mm,宽度1mm(当量直径mm)。全六面网格划分如下。网格节点总数为691096。3求解设置在这种情况下,我们假设介质在微通道换热器流道的流动状态为层流,所以选择层流模型,打开能量方程。我们为换热介质设置了两组水/水、气/水。水和空气是默认的。事实上,应根据温度设置相应的值。换热器本体由钢制成,不考虑单元之间连接造成的传热阻力(单元与单元之间的集成模型)。换热器的入口设置为速度入口边界,出口设置为压力边界。根据以下值设置,介质流向为逆流。除上下边界外,其余为绝缘墙。换热介质序号名称类型值温度水/水换热1热水入口速度边界m/s。创阔能源科技加工换热器板片。杨浦区多层结构微通道换热器
高效换热器加工制作设计找创阔能源科技.普陀区创阔金属微通道换热器
真空扩散焊接工艺目前应用于航空航天产品的焊接生产以及自动化工装夹具的焊接生产等等。材料的扩散焊是以“物理纯”表面的主要特性之一为根据,真空扩散焊是在温度和压力下将各种待焊物质的焊接表面相互接触,通过微观塑性变形或通过焊接面产生微量液相而扩大待焊表面的物理接触,使之距离离达(1~5)x10-8cm以内(这样原子间的引力起作用,才可能形成金属键),再经较长时间的原子相互间的不断扩散,相互渗透,来实现冶金结合的一种焊接方法。该种表面由于开裂的原子键而具有“结合”能力。采用真空和其他净化表面的方法之后,就有可能利用上述原子结合力,来连接两个和两个以上的表面,随后表面上产生的扩散过程提高了这一连接的强度。通俗一点来讲就是达到的你中有我,我中有你的程度!根据焊接过程中是否出现液相,又将扩散焊分为固态扩散焊和瞬间液相扩散焊。用这种焊接方法,可以连接具有不同硬度、强度、相互润湿的各种材料,包括异种金属、陶瓷、金属陶瓷,这些材料用熔化焊接方法焊接都不能得到良好效果。例如陶瓷和可伐合金、铜、钛、玻璃和可伐合金;黄金和青铜;铂和钛;银和不锈讽钢;铌和陶瓷、钥;钢和铸铁、铝、钨、钛、金屑陶瓷、锡;铜和铝、钛。普陀区创阔金属微通道换热器