数控钢筋弯曲中心是一种新型的钢筋加工设备,弯曲中心的质量也会影响钢筋弯曲的效果,所以说选择质量可靠的弯曲中心十分重要,下面我们来说说选购的要点。1、弯曲中心主体结构。正统的数控钢筋弯曲中心主体结构是由350或以上的H型钢构成,很多厂家为了节省成本会选择槽钢或者较小型号的H型钢做主体结构。2、弯曲中心行走方式。目前的数控钢筋弯曲中心有齿条行走和链条行走两种方式。齿条行走方式比链条行走的尺寸更精细。3、钢筋弯曲中心行走结构。较为好的行走结构是两个机头沿H型钢上沿行走。这样下部可以设置较多的支撑点。整个结构更加稳固。比较落后的行走结构是两个机头沿整个H型钢行走。这样整台设备只能有3个支撑点。4、弯曲中心上料架是否能够自动上料。很多厂家的数控钢筋弯曲中心是不配备自动上料结构的。使用过程中比较麻烦。5、数控钢筋弯曲中心的驱动电机是否为伺服电机。普通电机版的数控钢筋弯曲中心制作出来的图形尺寸和角度精细度较差,而全伺服电机的数控钢筋弯曲中心制作出来的图形更加标准。6、数控钢筋弯曲中心的夹紧和伸缩系统分气动和电动。不同地区可选择不同,可根据地区选择更适合的。钢筋弯曲长度实现数字控制,机头移动响应快,定位精度高。钢筋弯曲数控钢筋弯曲中心一体化
数控钢筋弯曲中心作为现在弯曲校正的主要工具,得到了***运用,尤其是在建筑行业中得到了***运用,但是依旧有些人还在使用人工,人工设备贵、不耐用,而数控钢筋弯曲中心操作简单,节省人工成本,为何不试一下呢,现在咱们就来了解下数控钢筋弯曲中心与人工相比有什么优势吧。数控钢筋弯曲中心相比人工有哪些优点数控钢筋弯曲中心与人工相比的优势:1、数控钢筋弯曲中心的实用性强,只需一人操作,节省大量人工。2、数控钢筋弯曲中心节省原材料,在工作中是连续成型几乎无钢筋料头损失。3、钢筋弯曲中心占地面积小,节省校直工作区及切割工作区,可以在狭窄区域作业。4、数控钢筋弯曲中心维护成本和能耗成本非常低。5、钢筋弯曲中心生产设备,同时具备校直功能,一机多用。6、采用智能控制,全自动钢筋弯箍机可以加工多种尺寸多种规格的方形,钜形,菱形、多边形等。7、从盘条原料到箍筋产品一次成型,可加工冷,热轧**度盘条钢筋。8、数控钢筋弯曲中心生产效率高、相当于二十到三十人工。人工操作中的问题和缺陷:1、人工校直速度很慢,劳动强度大、造成效率低下。2、人工校直后每段钢筋的两端要剪掉,剪掉的部分就成了废料,造成了材料的浪费。3、人工校直过程中。钢筋弯曲数控钢筋弯曲中心一体化可实现0-180度钢筋弯曲弯曲机头移动由伺服电机驱动;

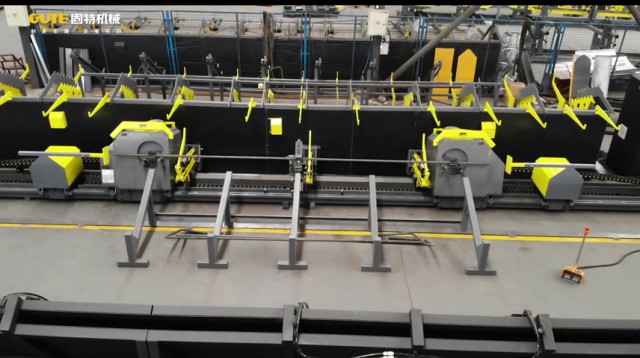
斜面卧式数控钢筋弯曲中心设备特点:1、钢筋托料采用曲柄连杆机构,钢筋托起的同时,将钢筋送至弯曲机头上方,便于操作人员放料,降低工人劳动强度,此外采用电机减速机驱动,所有托料杆动作一致,传动平稳可靠。2、弯曲机头行走机构采用齿轮齿条柔性啮合,解决了由于制造误差导致齿条与齿轮啮合不完全的问题,齿条为加厚型,刚性足,行走定位准确、更平稳。3、弯曲主轴采用花键设计,主轴本身采用***合金钢经特殊工艺制作,具有强度高、***,使用寿命长的特点。4、左、右弯曲机头、夹持器处均设有钢筋自动卸料钩,加工较长钢筋时,仍可实现钢筋的自动卸料。5、弯曲盘设有钢筋铁屑收集护罩,防止大量铁屑落入减速机内,对减速机造成磨损。6、弯曲机头采用倾斜式安装,便于钢筋的上料和卸料。7、钢筋夹持器采用双作用气缸,夹持钢筋时,保证左右同时夹紧,更换钢筋规格时,无需调整夹持器。8、操作系统具有柔性安全保护功能,防止弯曲检测光电失灵时,仍在执行弯曲动作,对机械机构造成损坏。9、操作系统设有强大的数据库,对于大圆弧、长度递增变化筋,均可一键设置,无需人工每次输入参数。
数控弯曲中心设备调试完成后对设备各项设定参数进行备份作备用。并对设备的几何精度、定位精度和重复定位精度、数控功能、安全和噪声、数控弯曲中心设备可靠性等严格检查,对涉及设备重要性能、精度指标等严格把关,认真检查。1、作人员须严格遵守机械设备的相关保养规定,认真及时做好各级保养。正确操作,合理使用,严禁违反操作。经常保持机械完好;2、须按照岀厂使用说明书进行规定的技术产品性能、承载能力和使用环境条件,正确操作,合理选择使用,严禁超载作业或随意扩大企业使用时间范围;3、机械上的监控,指示,仪表,报警等各种安全保护装置和自动报警,信号装置应完好,有缺陷时及时修复。不得使用安全保护装置不全或失效的机械;4、数控弯曲中心后进入工作场所,施工和技术人员完成建设任务和操作人员的安全测试,技术措施。操作者应熟悉工作环境和施工条件,听从指挥,遵守现场安全规定的。数控弯曲中心设备的操作技巧为大家进行了总结,要加强对设备验收这一环节的严格把关,对照合同、技术协议及验收大纲规定的项目逐项检查。数控弯曲中心验收内容包括:出厂时的预验收,设备开箱前包装检查、开箱后零部件外观、数量的检查,数控弯曲中心才能使的更加长久。箱体座整体钢板焊接,强度高、耐用,对螺纹、丝杆使用寿命有保护作用;配置标准减速机,增加了使用寿命。

将对齐装置推动与钢筋对齐并与机架锁紧,开始弯曲加工,往后此种钢筋则不用测量寻找中点,与对齐装置对齐即可。钢筋夹紧装置:该机构结构简单可靠,由夹紧气缸和上下法兰,支座,上可调压板,与气缸杆铰接的下移动压板组成,当气缸杆伸出时,下移动压板向上可调压板运动从而夹紧两者间的待弯曲钢筋。当制作不同直径钢筋时,该装置需要做适当调整,保障与弯曲柱协调水平。机头定位机构:每个弯曲机头各有一个机头定位机构,机头前后各联接一个刹车臂,其中机头前面刹车臂与机头固紧,机头后面刹车臂由固紧在其上滑动导轨和悬挂滑动杆臂组成。机头行走机构:机头行走的动力来自机架两端的伺服电机减速机组合,其输出轴端安装有驱动链轮,数控弯曲中心机架前面中部有两个从动链轮,链条两端分别连在机头底部的连接块上,链轮转动带动链条移动从而实现机头走动。小结:充分了解数控弯曲中心的结构构造,不仅是使用该设备的重要前提,同时,也是保障设备正常使用、提高钢筋生产效率的关键,所以,为避免生产过程中出现意外情况,还望相关操作人员定要及时谙熟上述知识,并切实提升自身的操作技能。4、配置自动机械手装置。天津减少人工的数控钢筋弯曲中心好不好用
涉及建筑、隧道、桥梁、公路等工程施工实用设备;钢筋弯曲数控钢筋弯曲中心一体化
2、试样的平行长度应足够长,以满足对伸长率测定的要求。3、当测定断后伸长率(A)时,试样应根据GB/T。4、当通过手工方法测定*大力Fm总延伸率(Ag,)时,等分格标记应标在试样的平行长度上,根据钢筋产品的直径,等分格标记间的距离应为10mm,根据需要也可采用5mm或20mm。二、试验设备的选择:1、钢筋弯曲试验机,钢筋弯曲试验机根据国标来校验和校准,至少达到1级。2、弯曲试验也可通过使用带有两个支辊和一个弯芯的试验装置。3、用于测定*大力,总延伸率的引申计应至少有100mm的标距长度。三、试验程序:1、除非另有规定,弯曲试验应在10℃~35℃的温度下进行。注:对于低温下的试验,如果协议没有规定试验条件,应采用士2℃的温度偏差。试样应浸人冷却介质中,并保持足够的时间,以确保试样的整体达到了规定的温度(例如,对于液体介质至少保温10min,对于气体介质至少保温30min)。弯曲试验应在试样从介质中移出55内开始进行,移动试样应确保试样的温度在允许的温度范围内。2、试样应在弯芯上弯曲。3、弯曲角度(T)和弯芯直径(D)应符合相关产品标准规定。四、试验结果的判定:弯曲试验应根据相关产品标准的规定进行判定。当产品标准没有规定时,若弯曲试样无目视可见的裂纹。钢筋弯曲数控钢筋弯曲中心一体化