- 品牌
- 源桐合金电极
- 型号
- CuCrZr+W/Mo/CuW
- 尺寸
- 按图定制
- 产地
- 深圳
- 是否定制
- 是
- 材质
- 铬锆铜+钨、钼、钨铜
镶嵌电极的操作过程中确实需要严格控制温度。以下是关于温度控制的相关要点:温度调节方法:根据试样的需要设置温度:通常金相试样镶嵌机的温度范围为50℃~300℃。设置温控仪控制温度:将温度控制仪中的温度、恒温时间和恒温时间的控制参数设置好。调整加热速率:加热速率的范围为1℃/min~20℃/min,需根据试样的要求和机器的加热性能进行调整。温度调节注意事项:加热速率不宜过快,应根据试样的要求和机器性能进行调整。恒温状态下,不可打开设备门,以免温度发生变化。操作过程中应留意温度的变化情况,一旦出现异常应尽快采取措施。以TiO_2TiO2纳米管/碳纳米线镶嵌电极的制备为例,制备过程中也需要精确控制温度,如在热处理时以特定的升温速率和降温速率进行操作,确保终产品的质量。因此,在进行镶嵌电极的操作时,应严格按照操作规范进行温度控制,以确保实验或生产过程的顺利进行和终产品的质量。为了满足不同领域和具体需求,镶嵌电极可能会朝着模块化设计的方向发展。海南办公用镶嵌电极形状
镶嵌电极
在选择镶嵌电极时,应根据具体应用场景和介质条件选择合适的材料和工艺。定期对镶嵌电极进行检查和维护,确保其处于良好状态并及时处理潜在的腐蚀问题。在使用过程中注意控制温度和压力等参数以避免加剧腐蚀过程。,镶嵌电极具有良好的耐腐蚀性能,但具体耐腐蚀性能还需根据镶嵌材料和基质材料的性质以及应用环境来综合评估。还有含钼不锈钢(如316L)、哈氏合金(如HB和HC)等,这些材料在不同介质中也表现出优异的耐腐蚀性。2. 基质材料的影响基质材料的耐腐蚀性同样重要。如果基质材料本身不耐腐蚀,那么即使镶嵌了耐腐蚀材料,整体电极的耐腐蚀性能也可能受到影响。因此,在选择基质材料时,也需要考虑其耐腐蚀性能。河北常见镶嵌电极交易价格虽然镶嵌电极的初始成本可能较高,但由于其使用寿命长,减少了更换电极的频率和停机时间,降低了生产成本。

电阻焊是将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触面及邻近区域产生的电阻热将其加工到熔化或塑性状态,使之形成金属结合的一种方法。镶嵌电极在这个过程中扮演着重要角色,其独特的结构设计有助于改善焊接点的性能。制造工艺与保护制造工艺:电阻焊制造工艺具有生产效率高、成本低、节省材料和易于自动化等特点。镶嵌电极的制造需要精确控制各种材料的组合比例和加工工艺。过热保护:由于电阻焊过程中会产生大量热量,因此需要采取适当的散热和过热保护措施,以确保电极的正常运行和使用寿命。总结电阻焊接镶嵌电极作为一种特殊的电阻点焊电极,具有增强热量吸收、采用优良材料等特点,在多个领域有广泛应用。在电阻焊过程中,镶嵌电极通过其独特的结构设计改善焊接点的性能,提高焊接质量。同时,电阻焊制造工艺和过热保护措施对于确保电极的正常运行和使用寿命也至关重要。
深圳源桐合金制品公司,作为一家在金属制品业具有一定积累的企业,专业生产镶嵌电极等五金机械配件。以下是对该公司生产镶嵌电极操作的一个概括性描述:深圳源桐合金制品公司专业生产镶嵌电极操作1.准备工作确保工作区域:清洁整洁,为生产操作提供良好环境。准备工具和材料:包括镶嵌电极、焊锡、焊台、钢丝刷、砂纸等必要工具和设备。2.材料处理电极表面处理:使用钢丝刷和砂纸轻轻清理待镶嵌电极的表面,确保无氧化物、污垢及不平整处,提高焊接质量。镶嵌电极准备:根据需求,制备好初级镶嵌电极或进行必要的预处理。3.熔化焊锡预热焊台:将焊台预热至适当的温度,确保能够熔化焊锡。熔化焊锡:将焊锡放入焊台中,使其熔化成液态,准备进行焊接。4.镶嵌与焊接定位镶嵌电极:将镶嵌电极放置在待修理或加工的电极表面,确保两者紧密接触且位置准确。焊接操作:使用焊台将熔化的焊锡滴在电极上,形成牢固的焊接点。此过程中需控制焊接温度和时间,避免过热或焊接不良。研发者需要综合考虑材料的导电性、耐磨性、抗腐蚀性等因素,选择适合的镶嵌材料。

合理的电极结构设计可以降低电极在工作过程中的热应力集中和温度变化梯度,从而提高电极的使用寿命和稳定性。定期检查和维护:定期对镶嵌电极进行检查和维护可以及时发现并处理潜在的问题如裂纹、变形或磨损等,从而避免这些问题对电极性能和寿命的影响。综上所述,镶嵌电极受热力影响主要体现在其材料特性和工作环境上。通过选择合适的材料、合理设计电极结构和定期检查维护等措施可以有效降低热力对电极的影响并提高其使用寿命和稳定性。耐腐蚀性能还需根据镶嵌材料和基质材料的性质以及应用环境来综合评估。河北常见镶嵌电极交易价格
镶嵌电极是一种特殊的电极,其电极材料嵌入到基质材料中,规模大小并不是其主要的性能指标。海南办公用镶嵌电极形状
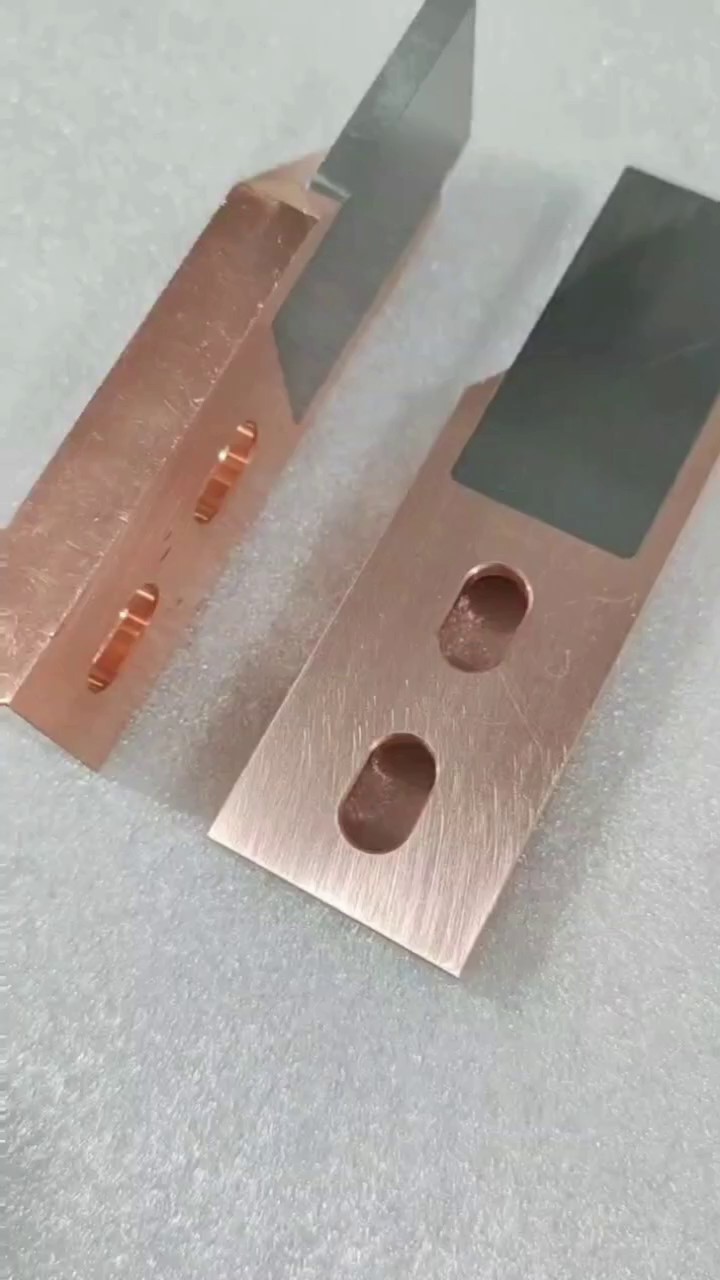
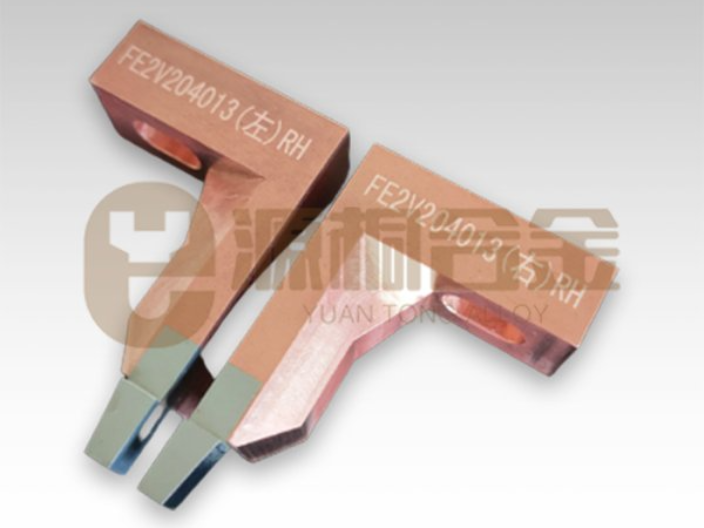
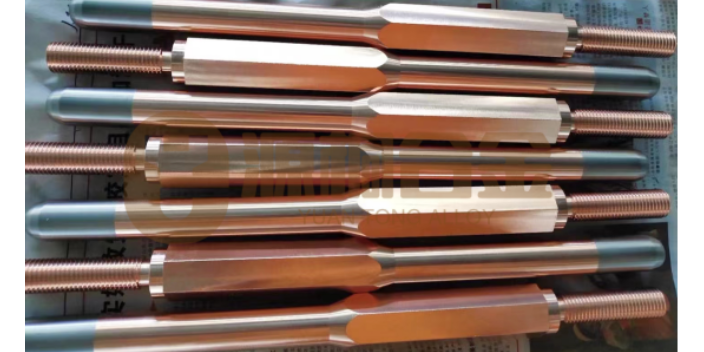
电阻焊镶嵌电极,也称为组合式电极,是电阻点焊电极的一种重要形式。以下是对电阻焊镶嵌电极的详细介绍:一、定义与特点定义:电阻焊镶嵌电极是通过特定的方式将不同材料(如铜与钨、钨银、钨铜等)组合在一起,形成具有特定功能的电极。特点:优势:由于采用了优良的钨合金等材料,电阻焊镶嵌电极具有一般电极不可比拟的优势,如更好的导电性、耐磨性和散热性。适应性强:在某些场合,整体式电极可能无法获得良好的效果,而镶嵌式电极则能提供更好的选择,满足特定的焊接需求。二、功能与应用传导电流:在电阻焊过程中,电极通过接触工件形成电路,使电流通过工件产生电阻热,从而实现焊接。电阻焊镶嵌电极的导电性能直接影响到焊接过程的稳定性和焊接质量。承受与传递压力:电极在焊接过程中将工件紧密地压合在一起,确保电流的有效传导和焊接接头的形成。适当的压力有助于保证焊接接头的均匀性和密实性。散热性能:电阻焊过程中会产生大量的热量,电阻焊镶嵌电极通过合理的设计和选材,可以有效地将热量散发出去,防止热损伤和变形。海南办公用镶嵌电极形状
镶嵌电极(如铜镶钨电极、铜镶钼电极等)在电化学和电阻焊接等领域中具有不同的特点和用途。以下是关于铜镶钨电极和铜镶钼电极的主要区别:材料组成:铜镶钨电极:焊头采用钨材料,杆部根据需要可采用紫铜、铬铜、铬锆铜等材料。铜镶钼电极:电极端部使用钼材料,杆部同样使用紫铜或铬锆铜以保持高导电性和高散热性。物理特性:钨电极:热导率高,可以在更高的温度下工作,具有较长的使用寿命。同时,钨的硬度也较高。钼电极:虽然钼的电导率与钨相近,但其热导率略低,导致在相同条件下可能产生较高的温度梯度。钼的硬度也高于钨,但在焊接时容易开裂。 研发者需要综合考虑材料的导电性、耐磨性、抗腐蚀性等因素,选择适合的镶嵌材...
- 广东日用镶嵌电极设计 2025-01-14
- 海南有哪些镶嵌电极包含哪些 2025-01-14
- 河北耐用镶嵌电极大概费用 2025-01-14
- 海南办公用镶嵌电极形状 2025-01-13
- 江西镶嵌电极包含哪些 2025-01-13
- 海南便宜的镶嵌电极工艺 2025-01-13
- 广东便宜的镶嵌电极压力 2025-01-12
- 河北便宜的镶嵌电极形状 2025-01-12
- 河北定做镶嵌电极焊接 2025-01-11
- 吉林新款镶嵌电极 2025-01-10


- 江西什么是镶嵌电极规格 2025-01-08
- 江西耐磨的镶嵌电极定做价格 2025-01-08
- 广东新款镶嵌电极价格优惠 2025-01-07
- 江西国产镶嵌电极批发价 2025-01-07
- 广东实用镶嵌电极哪里有卖的 2025-01-06
- 河北制造镶嵌电极打磨 2025-01-06



- 海南有哪些镶嵌电极包含哪些 01-14
- 河北耐用镶嵌电极大概费用 01-14
- 江西实用钨铜触头厂家直销 01-14
- 河北国产电阻焊电极压力 01-14
- 耐磨的镶钨电极使用方法 01-13
- 海南办公用镶嵌电极形状 01-13
- 海南二手钨铜触头零售价 01-13
- 江西镶嵌电极包含哪些 01-13
- 海南便宜的镶嵌电极工艺 01-13
- 江西定制电阻焊电极 01-13