
- 品牌
- 深超劲
- 型号
- CJZZX
- 加工定制
- 是
- 用途
- 电子电器生产组装调试包装
- 机架材质
- 不锈钢,铝型材等
- 工作台板材质
- 木板
- 输送带材质
- PVC,尼龙等
- 照明灯
- LED节能灯
- 产地
- 深圳龙岗
- 规格
- 非标设备需定制
- 货号
- CJZZX01
- 是否跨境货源
- 否
- 厂家
- 深圳市超劲工业设备有限公司
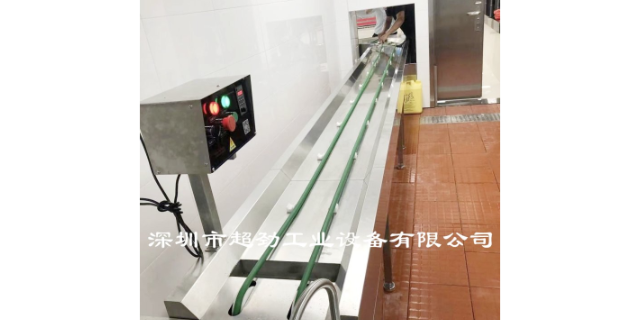
总装线的布局是整个生产流程高效运作的关键。合理的布局要考虑到生产的顺序、零部件的供应路径以及人员的操作空间。一般来说,总装线会采用直线型、U 型或者环形等布局方式。直线型布局简单直接,适合生产流程相对单一、零部件供应方向固定的产品组装。它可以使物料沿着直线方向有序地流动,便于管理和监控。U 型布局则具有更高的灵活性,工人可以在 U 型的两侧进行操作,方便对不同工位的零部件进行安装和调试。而且这种布局有利于减少物料搬运的距离,提高生产效率。环形布局常用于连续生产的场景,产品在环形的总装线上不断循环,各个工位紧密相连,能够实现高度自动化的生产。在设计总装线布局时,还需要考虑到设备的安装位置,例如大型的组装设备、自动化的拧紧工具等,要确保它们在合适的工位上,既能满足生产工艺的要求,又不会对人员操作和物料流动造成阻碍。同时,安全通道的设置也至关重要,必须保证工人在紧急情况下能够迅速疏散,避免发生安全事故。总装线的智能化调度功能能够优化生产流程,减少等待时间和生产周期。自动化总装线出厂价
总装线
倍速链总装线操作步骤1、打开倍速链总装线压缩空气开关,当储气罐压力达到一定压力时,打开气阀开关,向导线体供气。2、检查没有工装板时进料自升式传送台是否下降到位,没有工装板时返回的空板自升式传送台是否上升到位。如果没有,请根据故障排除方法将其移除。3、正常使用倍速链总装线时,工装板不能停留在 1 号、2 号和 3 号顶升传递机构上,回程空板顶升传递平台也不能停留在工装板上。4、关闭倍速链总装线电气柜中的所有空气开关,然后打开电气柜面板上的选择开关,按绿色按钮启动系统。5、每个电台都有两个带黑白箭头的按钮。按黑色时,工作站前面的临时存储区域有一个工装板。工具板上的塞子会掉落。当工装板在差速器链条的牵引下到达与工位平行的提升和移动机构时,工装板旁边的止动器将顶住工装板并延迟 3 秒钟。甘肃汽车电池模组总装线总装线的自动化物料管理系统能够减少物料浪费和错误,提高生产效率。

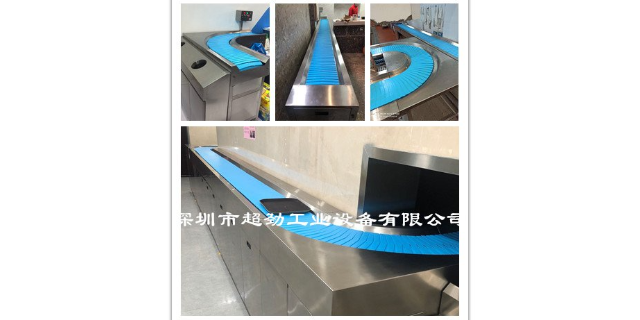
净水器总装线是用于净水器生产过程中***阶段的装配生产线,它将各个零部件组装成完整的净水器产品。输送系统皮带输送机这是总装线中最常见的输送设备,用于将净水器的各个部件从一个工位输送到下一个工位。皮带输送机可以根据生产需求进行定制,包括皮带宽度、长度、速度等参数。滚筒输送机:在一些需要旋转或翻转净水器部件的工位,可以使用滚筒输送机。滚筒输送机可以实现水平、倾斜和垂直输送,适用于不同的装配需求。悬挂输送机:对于一些大型净水器或需要在空中进行装配的部件,可以使用悬挂输送机。悬挂输送机可以节省地面空间,提高生产效率。装配工位外壳装配工位:在这个工位,工人将净水器的外壳进行组装。外壳通常由塑料或金属制成,需要进行固定、密封和连接等操作。滤芯安装工位:净水器的**部件是滤芯,这个工位负责将不同类型的滤芯安装到净水器中。滤芯的安装需要严格按照工艺要求进行,以确保净水器的过滤效果。管路连接工位:净水器需要通过管路连接各个部件,这个工位负责将进水管、出水管、废水管等管路进行连接和密封。
自动化总装线是家电生产领域中重要的一环,它涉及到生产线体的设计和实施,以及自动化装配和信息智能化监控等方面的改进,机器人及众多专机,构建了集自动化装配和信息智能化监控于一体的自动化总装线,使产品制造效率和合格率得到了大幅提升。此外,超劲设备也提供了基于电饭煲、压力锅、电磁炉等总装需求的生产线及配套的物流和辅助设备,具有先进性、前瞻性和实际使用效率高等优点。总之,总装线的自动化和智能化水平正在不断提高,为家电制造业的发展提供了有力的支持。总装线的高精度传感器和自动校准功能确保了产品组装的精度和一致性。

总装线的柔性生产能力是适应市场多样化需求的关键。在当今市场,客户对产品的个性化要求越来越高,总装线需要能够快速调整生产不同型号、不同配置的产品。实现柔性生产的一种方式是采用模块化的设计理念。将产品的总装过程分解为多个相对的模块,每个模块可以根据不同的需求进行不同的组合。例如,在电子产品总装中,主板模块、显示屏模块、外壳模块等可以根据客户的选择进行灵活搭配。总装线的设备和工位布局也要具有一定的灵活性。可以采用可移动的工作台、可调整的工装夹具等,方便在不同产品生产切换时进行快速调整。同时,生产控制系统要能够快速适应产品的变化。通过软件编程,可以快速调整生产流程和工艺参数,使总装线能够在短时间内从生产一种产品转换到生产另一种产品。人员培训也要注重培养员工的多技能能力,使他们能够熟练操作不同的工位和应对不同产品的装配要求。另外,建立敏捷的供应链也是柔性生产的重要支撑。零部件供应商要能够根据总装线的需求快速提供不同规格的零部件,确保总装线不会因零部件供应不足而影响生产的灵活性。优化的工艺流程使我们的总装线能够快速适应市场需求的变化。茂名总装线厂家电话
总装线是一款高效、智能的生产、组装,测试,老化,包装线体,能够帮助您快速完成产品组装任务。自动化总装线出厂价
提升总装线的生产效率是企业追求的重要目标。一方面,可以从优化生产流程入手。对总装线的各个工位进行详细分析,找出可能存在的瓶颈环节。例如,某个工位的操作过于复杂,导致工人花费大量时间,那么就需要对该工位的工艺进行改进,简化操作步骤或者采用更高效的工具。同时,合理调整工位之间的间距和物料供应方式,减少工人在操作过程中的等待时间和物料搬运时间。另一方面,采用先进的生产技术和管理方法也能提高效率。如引入准时化生产(JIT)理念,根据生产计划精确地安排零部件的供应时间和数量,避免库存积压,同时也保证总装线不会因零部件短缺而停工。在人员管理方面,实施绩效激励制度,根据工人的生产数量、质量等指标进行考核和奖励,激发工人的工作积极性。此外,持续对员工进行技能培训,提高他们的操作熟练程度和解决问题的能力。通过数据分析来监控总装线的生产效率也是重要的手段。收集各个工位的生产数据,如生产时间、次品率、设备故障率等,利用数据分析软件进行分析,找出影响效率的因素,并及时制定改进措施。例如,如果发现某台设备的故障率较高,影响了总装线的正常运行,就可以及时安排维修或更换设备。自动化总装线出厂价

总装线的零部件供应系统是保障生产连续性的重要环节。对于一个复杂的总装线而言,零部件种类繁多,数量庞大,需要一个高效的供应体系。首先是存储环节,零部件仓库要根据零部件的特性进行分类存储,例如按尺寸大小、材质、用途等分类。这样可以方便在需要时快速查找和提取。在存储过程中,要注意对零部件的保护,防止其受到损坏、生锈等。从仓库到总装线的运输方式也多种多样。常见的有自动导引车(AGV)和输送带。AGV 可以根据预设的程序在仓库和各个工位之间自动行驶,搬运零部件。它具有很高的灵活性,可以适应不同的路线和工作环境。输送带则更适合大量、连续供应的零部件,比如小型的标准件。它可以保证零部件以稳定的速度和节奏输送...
- 云南电磁炉总装线 2025-01-11
- 茂名汽车空调压缩机总装线 2025-01-11
- 滚筒总装线销售价格 2025-01-10
- 自动化总装线出厂价 2025-01-10
- 倍速链总装线厂家直供 2025-01-09
- 广州新能源汽车充电桩总装线 2025-01-09
- 江西汽车电池模组总装线 2025-01-09
- 茂名平面环形总装线 2024-12-24
- 阳江总装线工艺 2024-12-24
- 天津筋膜枪总装线 2024-12-24




- 江西PACK电池总装线 2024-12-23
- 生产总装线技术参数 2024-12-23
- 黑龙江水平循环倍速链总装线 2024-12-23
- 广东平面环形总装线 2024-12-23
- 潮州自动化总装线 2024-12-23
- 湖南筋膜枪总装线 2024-12-23



- 上海U型餐盘回收线特点 01-14
- 河北餐盘回收线哪家好 01-14
- 青海智能餐盘回收线输送过程 01-14
- 辽宁环形餐盘回收线输送机 01-14
- 江西圆带式餐盘回收线设备 01-14
- 黑龙江酒店餐厅餐盘回收线输送带 01-14
- 宁夏酒店餐厅餐盘回收线输送机 01-14
- 江西学校食堂餐盘回收线输送过程 01-14
- 四川餐盘回收线输送机 01-14
- 河南U型餐盘回收线方案 01-14