承插焊法兰,承插法兰的基本形状与带颈的平焊法兰相同,有带颈和不带颈两种,通常用于PN≤10.0 MPa和DN≤50的管道中。我个人的理解表述应该就是,承插焊法兰这类是在法兰的内孔中开有承插口,并且将管插入承插口并焊接。实际施工过程中,如果是在法兰背面焊接焊缝环,承插法兰和草槽之间的缝隙容易腐蚀。采用...
对焊法兰基本参数
- 品牌
- 掌汛
- 型号
- 齐全
- 类型
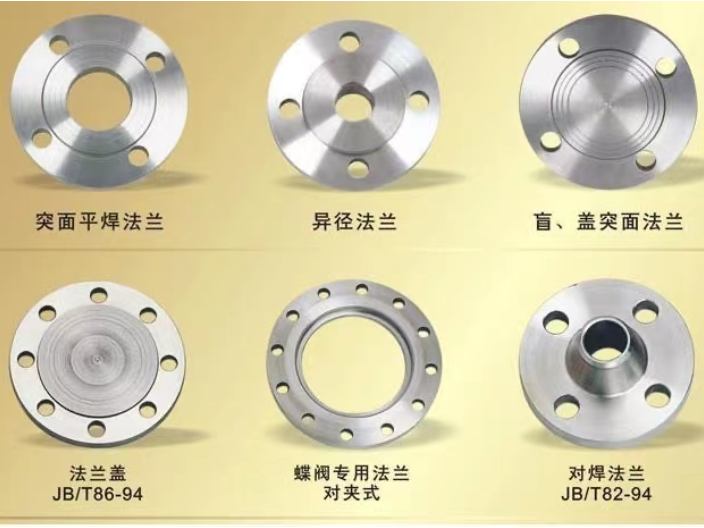
- 焊接法兰,螺纹连接法兰,盲板法兰,异径法兰,压力容器法兰,卡夹法兰,横向型,角向型,轴向型
- 结构形式:
- 整体法兰,活套法兰,螺纹法兰
对焊法兰企业商机
法兰焊接标准包括以下内容:国家标准:GB/T9119-2000、GB/T2555-81机械部标准:JB/T81-94、JB/T74-94、JB/T75-94低压系统采用平焊或板式法兰,普通突面 (RF) 密封;中压系统采用对焊法兰,RF或凹凸面 (FM/M) 密封;高压系统通常采用对焊法兰,梯型槽 (RJ) 密封1.法兰的技术要求应符合 GB/T 9124 的规定,比较大无冲击工作压力应符合 GB/T 9124—2000 附录 A 的规定,焊接接头型式和坡口尺寸应符合 GB/T 9124—2000 附录 B 的规定2.6)法兰厚度:12mm-58mm(7)管子外径 : A(17. 2-2032MM) B(14-2020MM )(8)法兰内径:A(18-2036MM ) B(15-2024MM)(9)法兰理论重量:0.36kg--234.6kg(DN1800)对焊法兰结构简单,减少了故障和维修的可能性。山东对焊法兰公司

目前,在管件中对焊法兰得到普遍应用和推广,由于其使用环境和适用范围的不同,所以使用对焊法兰需要根据相应的方法来进行。对焊法兰的锻造工艺一般包括择优异钢坯下料、加热、成形、锻后冷却几个步骤,锻造工艺有模锻、胎膜锻和自由锻造,生产时根据锻件质量和生产批量选择不同铸件方法。以上就是这里分享的关于对焊法兰的锻造工艺,希望通过以上的分享,可以让大家对法兰以及对焊法兰有一个深入的了解,以便在日后生活中遇到此类问题可以从容应对,如果您还想了解更多关于法兰、弯管、弯头以及三通的相关知识,关注我们了解更多精彩内容。山东对焊法兰公司对焊法兰普遍应用于石油、化工、电力等行业。

下面,向您介绍关于对焊法兰的生产工艺:一、炉体密封性:对焊法兰光亮退火炉应是封闭的,与外界空气隔绝;采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。二、退火温度是否达到规定温度:对焊法兰处理一般是采取固溶热处理,也就是人们平常所谓的"退火",温度范围为1040~1120℃。你也可以通过退火炉观察孔观察,退火区的法兰管件应为白炽状态,但没出现软化下垂。三、退火气氛:对焊法兰一般都是采用氢作为退火气氛,气氛度高,如果气氛中另一部分是惰性气体的话,度也可以低一点,但是不能含有过多氧气、水汽。四、保护气压力:为了防止对焊法兰出现微漏,炉内保护气应保持的正压,如果是氢气保护气,一般要求20kBar以上。五、对焊法兰加工铸造炉内水汽:一方面检查炉体材料是否干燥,初次装炉,炉体材料要烘干;二是进炉的法兰管件是否残留过多水渍,特别法兰管件上面如果有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了。六、检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑
对焊法兰和平焊法兰有什么区别?对焊法兰是接口端的管径和壁厚与所要焊接的管子一样,就合两个管子一样焊接。平焊法兰是接口处加工了比管子外径略大一点的一个凹台,管子插在里面焊的。对焊的焊接性能比较好,腐蚀比较小。买焊和对焊是法兰和管道连接时的焊接方式,乎焊法兰焊接时只黄单面焊接不遗要焊接管道和法兰连接的内口。对焊法兰的接安装要法兰双血焊。所以平焊法兰一般用于低、中压管道,对焊法兰用于中、高压管道的连接,对焊的法兰一般是至少 PN2.5MPa,采用对焊是为了减少应力集中,一般的对焊法兰多为带颈法兰也叫奶嘴法兰。所以对焊法兰的安装费,人工费和辅材费要高点,因为多一道工序。对焊法兰也不是所有的都需要内外双面焊的,没有特殊要求一般也只是外面焊一道,没见过1/2”的对焊法兰么:),平焊的是比较好焊接的啦,因为管子和法兰好对垂直,管子不会斜。对焊法兰连接紧固,避免了松动和脱落的情况。

国标法兰:国标法兰英文(National standardflange)是指按中华人民共和国国家标准的规定生产的法兰片。国标法兰标准由中华人民共和国国家质量监督检验检疫总局和中国国家标准化管理委员会于2011年01月10日联合发布,从2011年01月10日起实施的推荐性标准。一共包括了以下13项标准:代替了国标标准;钢制管法兰 类型与参数;整体钢制管法兰;带颈螺纹钢制管法兰;对焊钢制管法兰带颈平焊钢制管法兰;带颈承插焊钢制管法兰;对焊环带颈松套钢制管法兰;板式平焊钢制管法兰;对焊环板式松套钢制管法兰;平焊环板式松套钢制管法兰;翻边环板式松套钢制管法兰;钢制管法兰盖;钢制管法兰。对焊法兰经济实用,性价比高,节约成本。山东对焊法兰公司
对焊法兰各种尺寸和材料的可选性,满足各种需求。山东对焊法兰公司
焊接工艺播报编辑所需设备手工电焊设备一套,手柄式角磨机一台,电动气锤一把,平面尺一把。焊前准备1.检查调试设备,确保设备正常运转;2.准备φ4.0J402焊条比较好在300℃-350℃烘干一小时。焊接过程1、组装把椎体和**兰按图纸要求组装在一起,再平均把**兰分成8等份。2、焊接由于法兰较厚,坡口较大,因此采用分段对称、多层焊接。焊缝质量要求焊缝强度至少达到母材强度。焊缝表面平整光滑,无烧穿、气孔、焊漏、夹渣、咬边、未焊满等缺陷。余高小于2mm。注意事项1、打底时一定使用J506焊条手工堆焊,并采用小电流焊接。严格按照焊接工艺焊接。2、在每焊接完一个位置后,都要用水平尺卡一下法兰平面的变形量。3、一边焊接一边用气锤锤击焊缝,以达到消除应力的作用。山东对焊法兰公司
与对焊法兰相关的文章

江苏双相钢对焊法兰生产厂家
- 河南对焊法兰公司 2025-01-13
- 上海不锈钢对焊法兰参考价 2025-01-13
- 江西大口径对焊法兰工作原理 2025-01-12
- 河南管道对焊法兰公司 2025-01-12
- 安徽碳钢对焊法兰厂家直销 2025-01-12
- 江西对焊法兰精选厂家 2025-01-11
- 常州低温对焊法兰生产厂家 2025-01-10
- 山东对焊法兰公司 2025-01-10
- 常州双相钢对焊法兰定制价格 2025-01-09
- 常州带颈对焊法兰价格 2025-01-08
- 低温对焊法兰价格 2025-01-08
- 福建美标对焊法兰加工 2025-01-08
与对焊法兰相关的产品



与对焊法兰相关的新闻
-
常州不锈钢对焊法兰平台 2025-01-06 12:06:30滑动法兰盘:滑动法兰的轮毂较低,因为管道进入单法兰焊接前,它在内部和外部焊接以提供足够的强度以防止泄漏。滑动法兰与外径稍大的镗孔管匹配,它们优于颈法兰的焊接,因为许多用户的初始成本较低,但后来的安装成本可能不具可比性,因此颈法兰的焊接数量较少。搭接法兰盘:搭接法兰实际上是完全相同的滑动法兰,除非它是...
-
安徽带颈对焊法兰厂家定制 2025-01-05 20:05:28技术条件:本标准规定的压力标记分为PN标记和Class标记。PN标记有12个压力等级分别为:PN2.5;PN6;PN10;PN16;PN25;PN40;PN63;PN100;PN160;PN250;PN320;PN400,Class标记有6个压力等级。分别为:Class 150;Class 300;...
-
福建锻压对焊法兰工作原理 2025-01-05 19:05:25这里小编把我们自己对于法兰的分类列一列,也是客户们经常会提到,我们自己经常加工的种类,特殊的或者比较少见的,没有提到还请大家补充。法兰的分类规则。其实法兰的分类有很多种方式,就像TA的名字一样。国内外不同的标准和人文习惯也导致了法兰的分类不尽相同,单单小编能查到的就有德国和美国两大体系,还有类似于日...
-
河南不锈钢对焊法兰精选厂家 2025-01-04 19:05:32生产标准播报编辑常用生产标准:化工部标准HG/T20592-2009、HG/T20615-2009、国家标准GB/T9115.1-2000、GB/T9115.2-2000、GB/T9115.3-2000、GB/T9115.4-2000、机械部标准JB/T86.2-94、船用标准CB/T47-1999...
与对焊法兰相关的问题
产品推荐
-

宁波法兰价位
2025-01-14 -
槽面法兰现货
2025-01-13 -

无锡CF8C法兰怎么样
2025-01-13 -

合肥法兰加工
2025-01-13 -
316法兰工作原理
2025-01-13 -
槽面法兰批发
2025-01-13 -
江苏双相钢对焊法兰生产厂家
2025-01-13 -

河南突面法兰价位
2025-01-13 -
无锡碳钢法兰工作原理
2025-01-13