在热压过程中,要施加足够的压力以保证PP片材与蜂窝芯材之间紧密贴合。压力大小应根据蜂窝板的厚度、蜂窝芯的密度等因素来调整。一般情况下,压力范围在2-10MPa之间。压力不足会使蜂窝板内部存在空隙,降低其抗压强度和整体性能;压力过大则可能会压坏蜂窝芯结构,使蜂窝板失去应有的弹性和缓冲性能。同时,要注意压力的均匀性,避免局部压力过大或过小。时间控制:热压时间也是影响质量的关键因素。足够的热压时间可以保证PP材料之间充分融合和粘结,但时间过长可能会导致材料性能下降和生产效率降低。该 PP 玻纤增强蜂窝板,具有优异的隔热隔音性能,在一些特殊环境中表现出色。临沂车厢蜂窝板制造厂家
压力调节:合理调节挤出过程中的压力对于保证PP蜂窝板的质量至关重要。通过安装压力传感器,实时监测挤出机内的压力变化。在压力过高时,可能会导致熔体破裂等问题,可通过调整螺杆转速、模头阻力等方式来降低压力。而压力过低则可能影响物料的密实度和挤出速度,此时可适当增加螺杆转速或检查是否存在物料泄漏等问题。挤出速度:优化挤出速度直接影响生产效率,但过快或过慢的挤出速度都会对PP蜂窝板质量产生不良影响。如果挤出速度过快,PP熔体在模头内的停留时间过短,可能导致熔体不均匀、蜂窝结构成型不良等问题。长沙家具蜂窝板哪个品牌好选用聚丙烯玻纤蜂窝板,绿色环保又耐用。
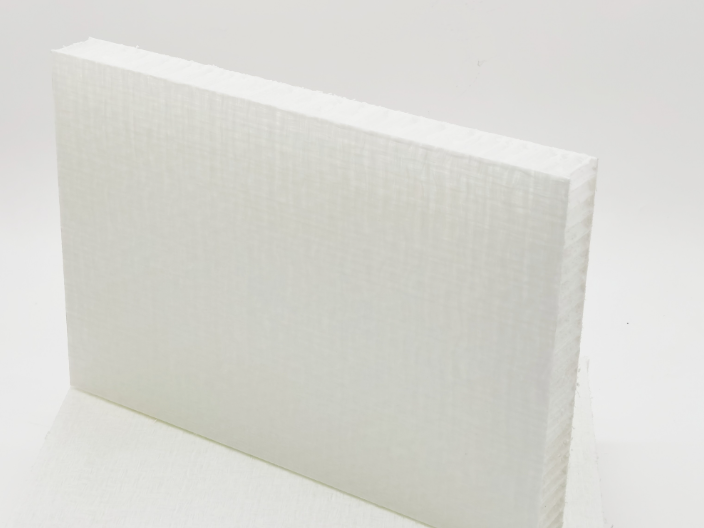
在模头内部设置合适的限流元件,如节流阀等,用于调节不同区域的熔体流量,进一步提高蜂窝板的成型质量。模具表面处理:对模具表面进行精细处理可以提高产品质量。模具表面的光洁度直接影响PP蜂窝板的表面质量。采用高精度的加工工艺和抛光技术,使模具表面粗糙度达到较低水平,例如Ra值小于0.8μm。这样可以减少PP熔体在模具表面的粘附,使挤出的蜂窝板表面光滑、无瑕疵。同时,在模具表面可以进行涂层处理,如涂覆不粘涂层,进一步改善熔体的脱模性能,防止蜂窝板在脱模过程中出现拉伤、变形等问题。
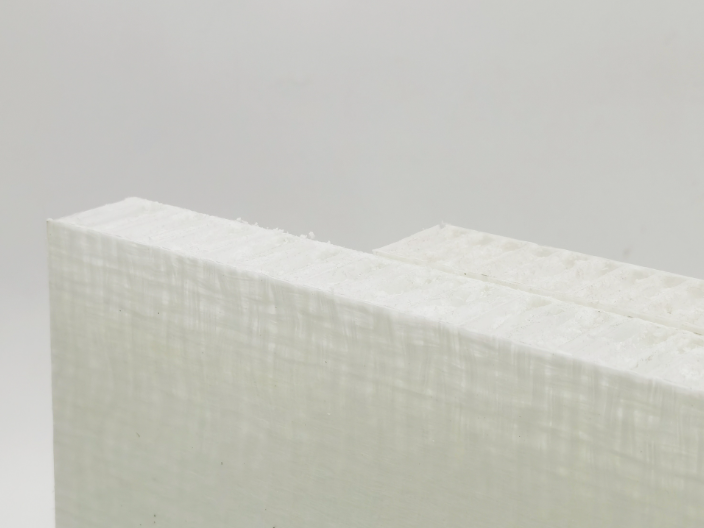
热压时间通常与热压温度、压力以及蜂窝板的厚度等因素相关。一般对于厚度为10-20mm的PP蜂窝板,热压时间在5-15分钟左右。在实际生产中,需要通过试验来确定比较好的热压时间,以达到比较好的粘结效果和产品质量。模具设计与维护:模具精度模具的精度对于PP蜂窝板的尺寸精度和形状稳定性至关重要。模具的型腔尺寸应严格按照产品设计要求加工,其公差范围要控制在极小范围内,以确保热压后的蜂窝板厚度均匀、边缘整齐。同时,模具的表面光洁度要高,粗糙度应控制在较低水平,这样可以避免在热压过程中PP材料与模具表面过度摩擦,防止蜂窝板表面出现划伤等缺陷。新型的聚丙烯玻纤蜂窝板,为建筑行业带来新机遇。

成型工艺的优化:先进的挤出机设计新型PP蜂窝板制造设备中的挤出机在螺杆结构和温度控制方面有重大改进。新型螺杆设计(如屏障型螺杆)能够更有效地对PP物料进行塑化和输送,使物料的塑化质量更高。同时,挤出机的温度控制系统更加准确,可在不同的挤出区域实现±1℃的温度控制精度。这确保了PP熔体的均匀性和稳定性,使得挤出的蜂窝板在厚度和密度上更加均匀,提高了产品的一致性。智能模头技术:模头是决定蜂窝板形状和结构的关键部分。该 PP 玻璃纤维蜂窝板具有良好的耐热性和尺寸稳定性,适用多种环境。潍坊PP塑料蜂窝板制造厂家
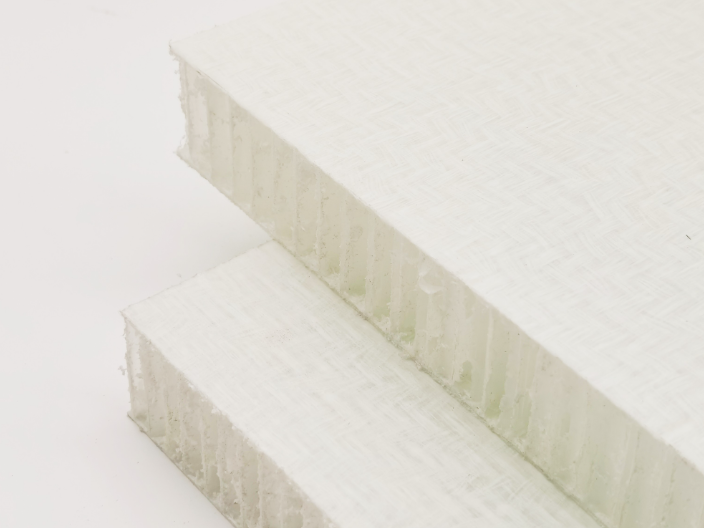
PP 玻纤增强蜂窝板,蜂窝结构设计巧妙,既能减轻重量又能保证强度,实属佳品。临沂车厢蜂窝板制造厂家
优化螺杆的长径比,适当增加长径比可以使PP物料在螺杆内有更充足的时间进行塑化和混合,有助于提高产品质量。温度控制:精确的温度控制是挤出成型工艺的关键。在挤出机的不同区域,如加料段、压缩段、计量段等,设置合理的温度。对于PP物料,加料段温度一般可设置在160-180℃,压缩段温度在180-200℃,计量段温度在200-220℃。同时,要注意挤出模头的温度控制,模头温度应与计量段温度相匹配,以保证PP熔体的流动性和稳定性,避免因温度过高导致熔体分解或过低引起熔体流动不畅而产生缺陷。临沂车厢蜂窝板制造厂家