智能分析与决策支持是自控系统管理系统的高级应用。系统运用大数据分析、机器学习等先进技术,对海量生产数据进行深度挖掘,发现隐藏规律与潜在价值。基于这些分析结果,系统能为企业提供个性化的生产优化方案、市场预测报告与战略决策建议,助力企业实现智能化转型与高质量发展。随着人工智能、云计算、5G通信等新兴技术的不断成熟与应用,能源化工自控系统管理系统将迎来更加广阔的发展前景。系统将更加智能化、集成化、网络化,实现生产过程的全方面感知、深度互联与智能决策。同时,随着绿色低碳发展理念的深入人心,自控系统管理系统将在节能减排、资源循环利用等方面发挥更大作用,推动能源化工行业向更加绿色、高效、可持续的方向发展。自控系统助力,化工能源生产智能化。沈阳能源化工自控监控系统业务流程
在精细化工领域,自控系统的应用尤为关键。由于精细化学品种类繁多,生产工艺复杂多变,对控制精度的要求极高。通过引入先进的自控系统,企业可以实现对生产参数的微米级调节,确保化学反应按照既定路径进行,从而生产出符合高标准的精细化学品。此外,系统能根据市场需求灵活调整生产计划,快速响应市场变化,增强企业的市场竞争力。能源化工自控系统的智能化升级是当前行业发展的必然趋势。借助人工智能、大数据等先进技术,系统能够实现对生产数据的深度挖掘与分析,预测设备故障,优化运行参数,进一步提高能源利用效率。同时,智能化的控制系统能实现远程监控与故障诊断,降低了维护成本,提高了生产连续性和稳定性。成都能源化工自控自控升级,能源化工生产更高效。

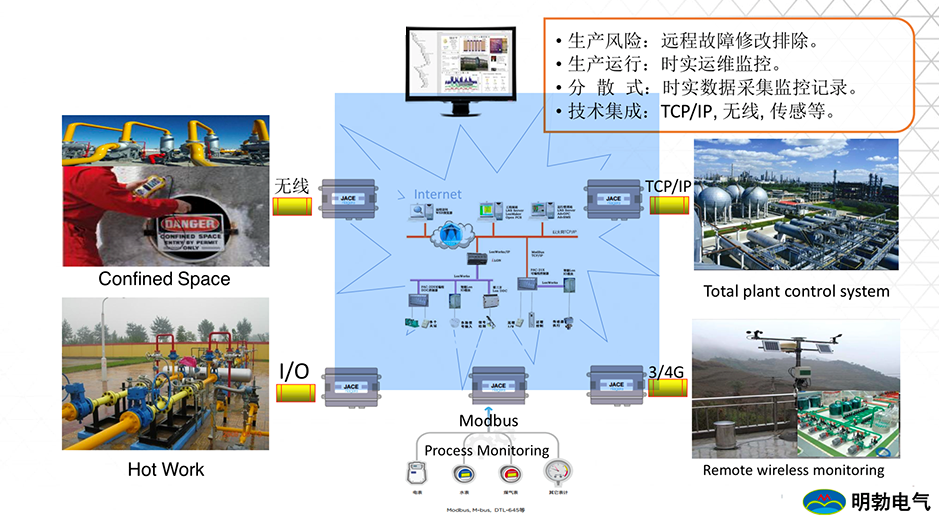
不同能源化工企业的生产流程、产品种类及规模各异,对自控系统的需求也千差万别。因此,提供定制化的自控系统解决方案成为行业趋势。这些方案根据企业的具体需求,量身定制控制策略、硬件配置及软件界面,确保系统能够完美融入企业的生产体系,实现很好的运行效果。现代化工自控系统普遍支持远程监控与维护功能,使得技术人员无需亲临现场即可实时掌握生产状况,快速响应故障报警。这种远程运维模式不仅提高了运维效率,降低了维护成本,增强了系统的可靠性和稳定性。同时,通过远程数据分析,企业可以更加精确地掌握生产动态,为决策提供有力支持。
随着物联网技术的发展,能源化工自控系统正逐步实现远程监控和故障诊断功能。通过构建云平台和数据中心,将生产现场的数据实时传输至远程监控中心,技术人员可以在任何时间、任何地点对生产过程进行监控和管理。一旦发现异常或故障,系统能够自动报警并提供初步的诊断结果,帮助技术人员快速定位问题并采取相应的解决措施,缩短了故障处理时间,提高了生产效率。为了进一步提升能源化工企业的运维管理水平,智能化运维管理系统应运而生。系统集成了设备管理、维护计划、备件管理等多个功能模块,通过大数据分析和人工智能技术,对设备的运行状态进行预测性维护管理。通过提前发现并处理潜在问题,可以明显降低设备故障率和维修成本,提高设备的可靠性和使用寿命。同时,智能化运维管理系统能为企业的决策层提供全方面的数据支持,助力企业实现精细化管理和科学决策。能源化工自控技术可以提高生产过程的稳定性。
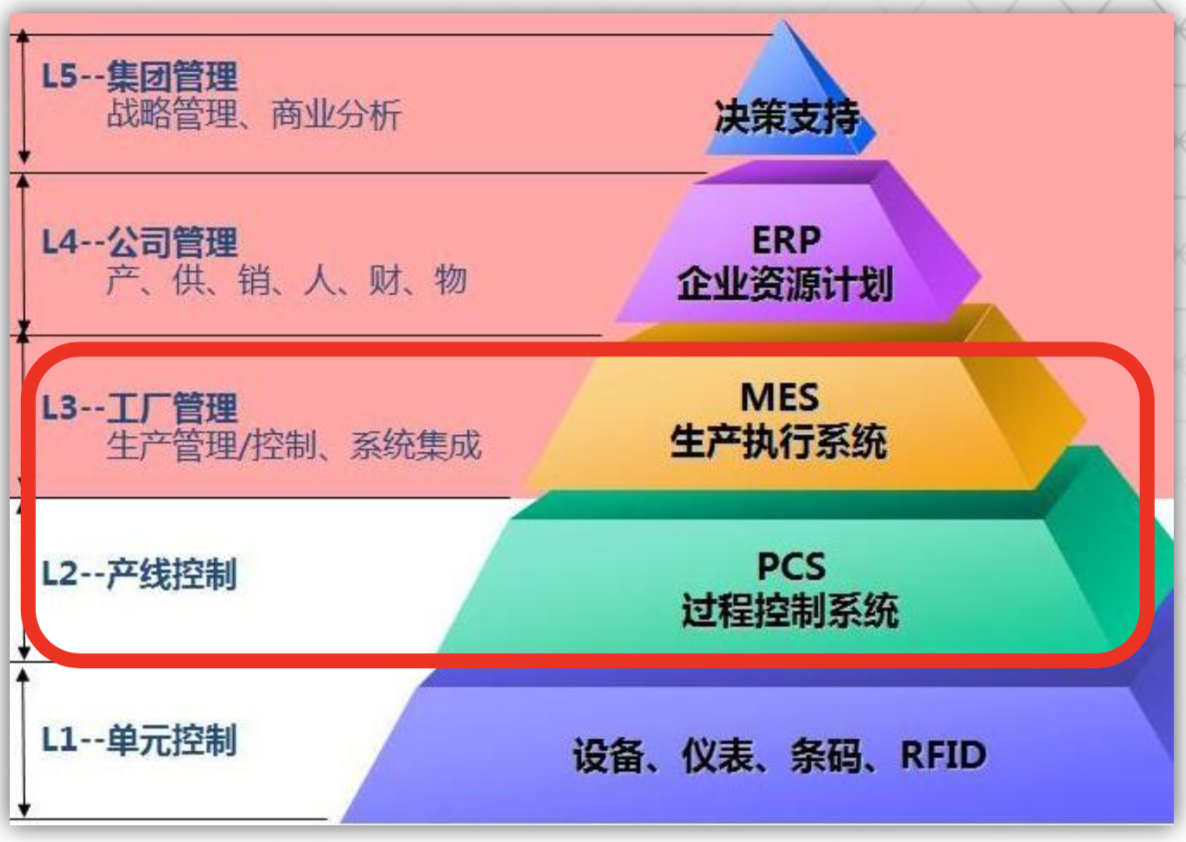
随着环保意识的增强,绿色制药成为化学制药行业的重要发展方向。自控系统在这一领域同样大显身手,通过优化工艺流程、提高能源利用效率、减少废弃物排放等措施,助力企业实现节能减排目标。例如,通过精确控制蒸汽、冷却水等能源的消耗,减少不必要的浪费;通过自动化控制废水处理系统,确保废水达标排放,保护生态环境。能源化工与自控系统的深度融合,不仅提升了化学制药行业的生产效率与产品质量,推动了行业的智能化转型。通过集成先进的传感器、执行器、PLC控制器及DCS系统等,构建出高度集成、智能化的生产控制系统,实现了对生产过程的全方面监控与精确调控。这种深度融合不仅提高了生产线的自动化水平,降低了人力成本,提升了企业的市场竞争力。智能化自控,护航能源化工生产。沈阳能源化工自控监控系统业务流程
自控技术优化,化工能源生产更稳定。沈阳能源化工自控监控系统业务流程
随着物联网、云计算等技术的发展,远程运维与故障诊断成为自控服务的新趋势。通过构建远程监控平台,技术人员可以实时掌握生产现场的情况,及时发现并处理故障问题。这种服务模式打破了地域限制,提高了故障响应速度和处理效率,降低了企业的运维成本。同时,通过大数据分析等技术手段,可以对生产数据进行深入挖掘和分析,为企业决策提供有力支持。在自控系统的基础上,进一步引入人工智能技术,可以实现生产过程的智能优化和决策支持。AI算法能够根据历史数据和实时信息,自动调整生产参数和策略,以达到很好的生产效果。同时,通过模拟仿真等手段,可以预测未来生产趋势和市场变化,为企业制定科学合理的生产计划和市场策略提供有力依据。这种智能优化和决策支持能力,将极大地提升能源化工企业的市场竞争力。沈阳能源化工自控监控系统业务流程