- 品牌
- 京雕
- 培训机构
- 京雕
三轴数控的高速切削技术正不断发展并取得明显成果。高速切削能够大幅提高加工效率、改善工件表面质量并减少加工变形。在高速切削技术中,首先是高速主轴的研发与应用,其转速可高达数万转每分钟甚至更高,采用先进的轴承技术和冷却系统,确保主轴在高速运转时的稳定性和精度。例如,电主轴的应用使得主轴的结构更加紧凑,转动惯量更小,能够快速实现启停和变速。其次,刀具技术也不断创新,开发出适合高速切削的刀具材料和刀具结构,如采用超细晶粒硬质合金刀具、金刚石刀具等,并优化刀具的刃口几何形状,提高刀具的锋利度和强度。再者,高速切削对数控系统的运算速度和控制精度提出了更高要求,先进的数控系统能够快速处理大量的插补运算,精确控制刀具在高速运动下的轨迹,同时具备良好的动态响应能力,确保三轴数控在高速切削过程中的稳定性和可靠性,推动了制造业加工效率的提升。

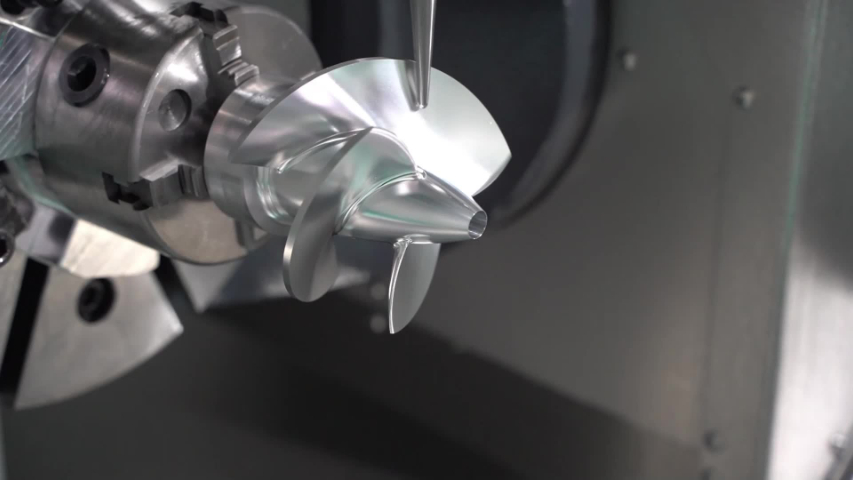
在航空航天领域,三轴数控加工广泛应用于各类零件的制造。像飞机发动机的叶片、机匣等关键部件,其材料多为高温合金、钛合金等难加工材料,且形状复杂、精度要求极高。三轴数控机床凭借强大的切削能力和精确的坐标控制,能够对这些零件进行有效加工。以叶片加工为例,首先通过对毛坯进行粗加工,去除大量余量,然后利用三轴数控的精确铣削功能,逐步加工出叶片的曲面轮廓、榫头和榫槽等特征。在加工过程中,需要根据材料特性选择合适的切削刀具和切削参数,如采用硬质合金涂层刀具,并设置较低的切削速度和适当的进给量,以应对材料的强度和低热传导性。同时,借助先进的刀具路径规划软件,优化刀具在叶片上的走刀路线,减少刀具磨损,提高加工效率和精度,满足航空航天零件的高性能要求。

三轴数控加工过程中,误差补偿技术对于提高加工精度起着关键作用。误差来源主要包括机床的几何误差、热变形误差、刀具磨损误差等。对于机床的几何误差,如丝杠的螺距误差、导轨的直线度误差等,可以通过激光干涉仪等测量设备进行精确测量,然后将测量数据输入到数控系统中,利用误差补偿功能对刀具的运动轨迹进行修正。例如,当检测到 Z 轴丝杠存在螺距误差时,数控系统会根据误差值在相应位置调整刀具的 Z 轴坐标,使加工出的零件在高度方向上的尺寸更加准确。热变形误差则可通过在机床关键部位安装温度传感器,实时监测温度变化,根据热变形模型对加工参数进行动态调整。对于刀具磨损误差,利用刀具监测系统实时监控刀具的磨损情况,当磨损量达到一定程度时,数控系统自动调整刀具补偿值或提示更换刀具,从而有效减少各种误差对加工精度的影响,确保三轴数控加工出的零件符合高精度标准。
柔性制造是制造业应对多品种、小批量订单的利器,三轴数控与柔性制造系统深度融合,焕发出全新活力。在柔性生产线上,三轴数控机床作为中心加工单元,通过工业网络与自动换刀装置、物料搬运机器人无缝衔接。接到不同工件加工指令后,数控系统迅速调取对应程序,自动更换适配刀具;机器人精细抓取工件、快速装夹,机床随即高效加工。生产过程中,系统实时采集加工数据,依订单优先级、设备状态灵活调配资源,实现不间断生产,既满足个性化定制,又提升生产效率,助力企业在多变市场中占得先机。

随着工业互联网崛起,三轴数控的远程运维与智能诊断成为行业革新亮点。传统机床运维依赖人工巡检,耗时费力、故障发现滞后;如今借助传感器网络、大数据分析,实现远程实时监控。传感器遍布三轴数控机床各关键部位,采集温度、振动、切削力等数据,实时回传至云平台。一旦数据异常,智能诊断系统迅速启动,对比海量故障案例库,精细定位故障点,推送维修方案。技术人员远程操控调整参数、甚至启动备用模块,减少停机时间。企业还能依据数据分析优化加工工艺、预测设备寿命,让三轴数控运维从被动转为主动,降本增效成果斐然。
车铣复合利用三轴数控,依工件设计灵活切换车削、铣削模式,高效加工。数控三轴机构
三轴数控与自动化生产单元的融合是现代制造业提高生产效率和灵活性的重要模式。在自动化生产单元中,三轴数控机床作为中心加工设备,与机器人、自动物料传输系统等协同工作。例如,机器人负责将待加工的工件从料库搬运到三轴数控机床上的装夹位置,加工完成后再将成品搬运到指定的存储区域。自动物料传输系统则确保了工件在不同工序之间的快速流转。同时,通过工业以太网等通信技术,实现了三轴数控系统与自动化生产单元其他设备的信息交互与集成控制。生产管理系统可以根据订单需求和生产进度,实时调整三轴数控的加工任务和参数,实现智能化的生产调度。这种融合模式减少了人工干预,提高了生产效率和产品质量稳定性,并且能够快速响应市场需求的变化,适用于多品种、小批量生产的制造企业,推动了制造业向智能化、柔性化方向发展。