对焊法兰一般采用锻件或锻轧工艺制成。当采用钢板或型钢制造时,必须符合下列要求:1、对焊法兰应经超声波探伤,无分层缺陷;2、应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰;3、圆环的对接焊缝应采用全熔透焊缝;4、圆环的对接焊缝应进行焊后热...
对焊法兰基本参数
- 品牌
- 掌汛
- 型号
- 齐全
- 类型
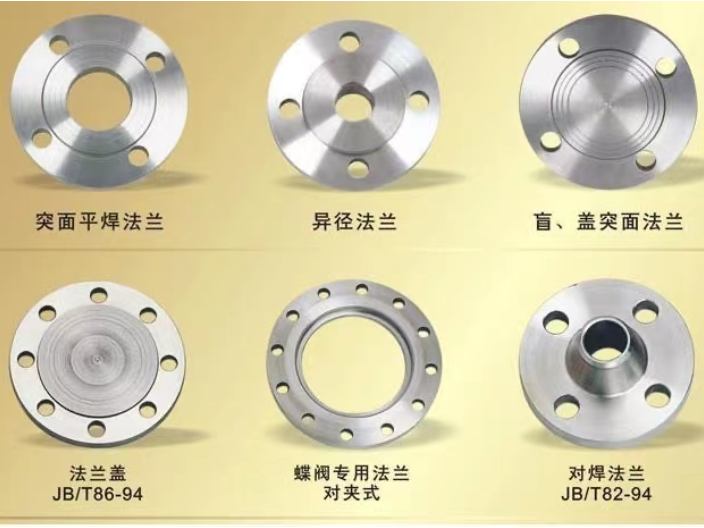
- 焊接法兰,螺纹连接法兰,盲板法兰,异径法兰,压力容器法兰,卡夹法兰,横向型,角向型,轴向型
- 结构形式:
- 整体法兰,活套法兰,螺纹法兰
对焊法兰企业商机
对焊法兰的级别及其技术要求应符合JB4726-4728的相应要求。 1、公称压力PN为0.25MP-1.0MPa的碳素钢、奥氏体不锈钢锻件允许采用Ⅰ级锻件。 2、除以下规定外,公称压力PN为1.6MPa-6.3MPa的锻件应符合Ⅱ级或Ⅱ级以上锻件级别的要求。 3、符合以下情况之一者,应符合Ⅲ及锻件的要求: (1)公称压力PN≥10.0MPa法兰用锻件; (2)公称压力PN>4.0MPa的铬钼钢锻件; (3)公称压力PN>1.6MPa且工作温度≤-20摄氏度的铁素体钢锻件。二、对焊法兰一般采用锻件或锻轧工艺制成。当采用钢板或型钢制造时,必须符合下列要求: 1、对焊法兰应经超声波探伤,无分层缺陷; 2、应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰; 3、圆环的对接焊缝应采用全熔透焊缝; 4、圆环的对接焊缝应进行焊后热处理,并作100%射线或超声波探伤,且射线探伤符合JB4730的II级要求,超声波探伤符合 JB4730的I级要求。三、对焊法兰的颈部外侧斜度应不大于70°。对焊法兰在生产和焊接时严格控制技术参数,保证能够在生产和使用中充分发挥作用和价值。对焊法兰经济实用,符合可持续发展的要求。福建异形对焊法兰市价

对焊法兰的生产工艺流程1、离心浇铸,首先将原材料放入熔炉中进行熔化,并使温度达到1600摄氏度以上,为防止将钢水注入模具后立马凝固,因此要同时将模具进行加热,并保持到800摄氏度以上的温度;启动离心机,并将钢水注入到预热后的模具当中,待模具自然冷却到800摄氏度左右时,停留10分钟左右,然后用冷水浇注,使材料温度接近室温后,取出铸件,这样浇铸法兰就制好了。2、自由锻,首先要对原材料的横截面进行纵向的锻打,来增大横截面;接着再对原材料进行拔长操作,来根据实际需要增加材料的长度;然后在垂直于横截面的地方进行冲孔,制造出中通或者实心的法兰;再根据实际应用的需要,对材料进行一定角度的弯曲操作,以便根据需要来连接不同方向的两个管件;然后根据实际需要长度对材料进行切割。无锡美标对焊法兰价格对焊法兰的连接方式可以实现管道的快速调整和改造。

承插焊法兰,承插法兰的基本形状与带颈的平焊法兰相同,有带颈和不带颈两种,通常用于PN≤10.0 MPa和DN≤50的管道中。我个人的理解表述应该就是,承插焊法兰这类是在法兰的内孔中开有承插口,并且将管插入承插口并焊接。实际施工过程中,如果是在法兰背面焊接焊缝环,承插法兰和草槽之间的缝隙容易腐蚀。采用这种在内部焊缝的方式,一定程度上可以避免腐蚀。美标带颈对焊法兰属于美洲Class系列,国标带颈对焊法兰属于欧洲PN系列,1,适用口径不同,国标带颈对焊法兰适用于A系和B系两种管道口径,美标带颈对焊法兰只适用于A系钢管口径。2,法兰类型不同,美标没有板式类型法兰,如:板式平焊法兰,板式松套法兰,
国际上管法兰标准主要有两个体系,即以德国DIN(包括原苏联)为表示的欧洲管法兰体系和以美国ANSI管法兰为表示的美洲管法兰体系。除此之外,还有日本JIS管法兰,但在石油化工装置中一般只用于公用工程,而且在国际上影响较小。现将各国管法兰简介于下:1,以德国及原苏联为表示的欧洲体系管法兰;2,美洲体系管法兰标准,以ANSI B16.5和ANSI B 16.47为表示;3,英国和法国管法兰标准,两国各有两套管法兰标准。综上所述,国际上通的管法兰标准可概括为两个不同的,且不能互换的管法兰体系:一个以德国为表示的欧洲管法兰体系;另一个是以美国为表示的美洲管法兰体系。对焊法兰减少了管道系统的阻力,提高了流体的传输效率。

一、对焊法兰的级别及其技术要求应符合JB4726-4728的相应要求。 1、公称压力PN为0.25MP-1.0MPa的碳素钢、奥氏体不锈钢锻件允许采用Ⅰ级锻件。 2、除以下规定外,公称压力PN为1.6MPa-6.3MPa的锻件应符合Ⅱ级或Ⅱ级以上锻件级别的要求。 3、符合以下情况之一者,应符合Ⅲ及锻件的要求: (1)公称压力PN≥10.0MPa法兰用锻件; (2)公称压力PN>4.0MPa的铬钼钢锻件; (3)公称压力PN>1.6MPa且工作温度≤-20摄氏度的铁素体钢锻件。二、对焊法兰一般采用锻件或锻轧工艺制成。当采用钢板或型钢制造时,必须符合下列要求: 1、对焊法兰应经超声波探伤,无分层缺陷; 2、应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰; 3、圆环的对接焊缝应采用全熔透焊缝; 4、圆环的对接焊缝应进行焊后热处理,并作100%射线或超声波探伤,且射线探伤符合JB4730的II级要求,超声波探伤符合 JB4730的I级要求。三、对焊法兰的颈部外侧斜度应不大于70°。对焊法兰在生产和焊接时严格控制技术参数,保证能够在生产和使用中充分发挥作用和价值。对焊法兰的密封性能取决于垫片的选择和安装。无锡美标对焊法兰价格
对焊法兰具有良好的密封性能,防止介质泄露。福建异形对焊法兰市价
搭接法兰盘:搭接法兰实际上是完全相同的滑动法兰,除非它是孔和法兰种族之间的一个半径,半径要有凸缘以容纳搭接短节的末端,通常,搭接法兰和搭接端部配合在一起组装成系统。承插对焊法兰是类似的滑动法兰,它有一个孔和一个反孔尺寸。柜台孔比O.D.管道匹配,以便将管道插入到类似于滑动法兰的法兰中。较小孔的直径与具有相同ID的相同管道匹配,限制内置的孔,作为一个专为管道肩套停留在底部,这避免了任何流量限制在使用插座焊法兰。福建异形对焊法兰市价
与对焊法兰相关的文章

南京带颈对焊法兰价格
- 浙江异形对焊法兰批发价 2024-12-18
- 安徽双相钢对焊法兰平台 2024-12-18
- 三明对焊法兰定制加工 2024-12-17
- 江苏船标对焊法兰 2024-12-17
- 上海碳钢对焊法兰批发 2024-12-15
- 江西管道对焊法兰非标定制 2024-12-15
- 常州低温对焊法兰加工 2024-12-15
- 南昌对焊法兰供应商 2024-12-15
- 江苏双相钢对焊法兰公司 2024-12-14
- 常州316L对焊法兰定制价格 2024-12-14
- 福建国标对焊法兰价位 2024-12-13
- 南京高温对焊法兰价格 2024-12-13
与对焊法兰相关的产品



与对焊法兰相关的新闻
-
河南带颈对焊法兰公司 2024-12-12 13:07:29带颈对焊法兰与整体法兰的区别。带颈对焊法兰和整体法兰都是采用对焊的焊接方式,都有一个长颈,如何从外观尺寸与用途上区别带颈对焊法兰和整体法兰呢。下面我们从两个方面来看看。从外观上来看,整体法兰管端比对焊法兰管端厚,整体法兰内径除PN1.6MPa、DN450以上外其余均与公称通径相同。整体法兰的颈部高度...
-
高温对焊法兰市价 2024-12-12 06:07:43生产标准播报编辑常用生产标准:化工部标准HG/T20592-2009、HG/T20615-2009、国家标准GB/T9115.1-2000、GB/T9115.2-2000、GB/T9115.3-2000、GB/T9115.4-2000、机械部标准JB/T86.2-94、船用标准CB/T47-1999...
-
扬州对焊法兰批发 2024-12-12 04:07:00对焊法兰:对焊法兰类似于滑动法兰,它的主要优点是无需焊接即可组装,在低压和爆裂性很高的环境中使用,焊接会造成危险。承插对焊法兰是类似的滑动法兰,它有一个孔和一个反孔尺寸。柜台孔比O.D.管道匹配,以便将管道插入到类似于滑动法兰的法兰中。较小孔的直径与具有相同ID的相同管道匹配,限制内置的孔,作为一个...
-
浙江304对焊法兰价格 2024-12-11 21:07:41对焊法兰的生产加工过程:一、保护气压力。为了防止对焊法兰出现微漏,炉内保护气应保持的正压,如果是氢气保护气,一般要求20kBar以上。二、退火气氛。对焊法兰一般都是采用氢作为退火气氛,如果气氛中另一部分是惰性气体的话,度也可以低一点,但是不能含有过多氧气、水汽。三、退火温度是否达到规定温度。对焊法兰...
与对焊法兰相关的问题