创阔能源科技临界热流密度对于有相变的换热,微通道中的临界热流密度现象不同于常规通道。微通道中临界热流密度的产生是由于微通道的蒸汽阻塞。在达到临界热流密度之前,微通道的流动和传热主要是周期性的过冷流动沸腾,从微通道逸出的汽泡和进入微通道的液体反复交替冲刷微通道。一旦达到临界热流密度,微通道中的流动和传热主要是一个蒸汽周期性逸出的过程。一直持续到过热蒸汽的出现,直到整个微通道被过热蒸汽阻塞。入口段效应Nusselt数随无量纲加热长度Lh的增加而减小。而对于常规尺度下圆管内层流换热,当Lh=,换热趋于充分发展状态,Nusselt数趋于定值。根据Lh的取值范围≤Lh≤,可以计算得到换热入口段长度占总通道长度的百分比为。入口段效应对工质换热的影响十分。高效液冷板设计加工创阔科技。松江区铝合金微通道换热器
微结构反应器(简称微反应器)是重要的微化工设备之一,是实现化工过程微小型化的装备。在微化工过程中微反应器担负起了完成反应过程、提高反应收率、控制产物形貌以及提升过程安分离回收难度和成本、减少过程污染等具有重要的意义。针对不同过程特点开发出的微反应器不仅形式多样,其配套的工艺技术也与传统化工过程存在一定区别,利用集成化的微反应系统可以实现过程的耦合,因此微反应技术的发展也同时带动了化工工艺的进步。微反应器起源于20世纪90年代,21世纪初叶是微尺度反应技术的快速发展期。创阔科技也在基础研究方面,随着对微尺度多相流动、分散、聚并研究的不断深入,微反应器内多相流型,分散尺度调控机制以及微分散体系的大批量制备规律等问题逐渐被人们深入理解。基于微反应器内微小的流体分散尺度、极大的相间接触面积等特点可以有效强化相间传质和混合过程,从而为反应过程的强化奠定基础。研究结果表明,利用微反应器能够有效强化受传递或混合控制的化学反应过程,而这类过程在传统的反应装置内往往难以精确控制,极易产生局部热点、浓度分布不均、短路流和流动死区等问题,微反应器具有的高效混合和快速传递性能是解决这些问题的重要手段。郑州微通道换热器服务至上换热器制作加工创阔科技。
通过各向异性的蚀刻过程可完成加工新型换热器,使用夹层和堆砌技术可制造出各种结构和尺寸,如通道为角锥结构的换热器。大尺度微通道换热器形成微通道规模化的生产技术主要是受挤压技术,受压力加工技术所限,可选用的材料也极为有限,主要为铝及铝合金微通道加工方式随着微加工技术的提高,可以加工出流道深度范围为几微米至几百微米的高效微型换热器。此类微加工技术包括:平板印刷术、化学刻蚀技术、光刻电铸注塑技术(LIGA)、钻石切削技术、线切割及离子束加工技术等。烧结网式多孔微型换热器采用粉末冶金方式制作。大尺度下微通道的加工与微尺度下微通道的加工方式略有不同,前者需要更高效的加工制造技术。微通道应用前景及优势编辑微通道微电子等领域应用微电子领域遵循摩尔定律飞速发展,伴随晶体管集成度的不断提高,高速电子器件的热密度已达5~10MW/m2,散热已经成为其发展的主要“瓶颈”,微通道换热器取代传统换热装置已成必然趋势。因此在嵌入式技术及高性能运算依赖程度较高的航空航天、现代医疗、化学生物工程等诸多领域,微通道换热器将有具广阔的应用前景。“微通道”技术成功应用到空气能行业,标志着空气能热水器行业进入“微通道”时代。微通道应用优势①节能。
两者分别了两种典型的液相混合方式,前者采用静态混合方式,即将流体反复分割合并以缩短扩散路径,而后者采用流体动力学集中方法,即多个进料微通道呈扇形分布,集中汇入一个狭窄的微通道,通过液体的扩散作用迅速混合。而英国Hull大学则设计了一种T形液液相微反应器,该微反应器大的特点是用电渗析(electro–osmoticflow)法输送流体,如图所示:它由底板和盖板两部分组成,两部分用退火法焊接在一起。底板上蚀刻的微通道呈T形状,其中一条微通道装有金属催化剂。盖板上有A、B和C共3个直径为2mm的圆柱形容器与微孔道连通,用于贮存反应物和产物。多层焊接式换热器,创阔科技加工。
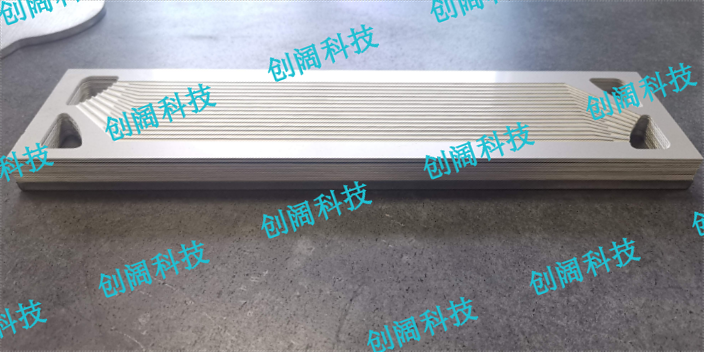
创阔科技制作的微通道换热器,采用真空扩散焊接方式,这种焊接优点是没有焊料,焊缝为母材本体,强度与母材相当,耐高温、耐腐蚀取消了焊料厚度对产品尺寸的影响,相同尺寸下道层数更多,换热性能更好:避免了焊接过程中焊料流动造成的流道堵塞和产生焊渣等多余物;变形量小,流道尺寸更接近理论尺寸,焊后外形较为美观:焊缝熔点与母材相同,后期总装。二次氢弧焊封头、法兰、支架等零件时对芯体焊缝影响较小。产品不易泄漏,可靠性较高。微通道换热器,创阔科技加工。宝山区水冷板微通道换热器
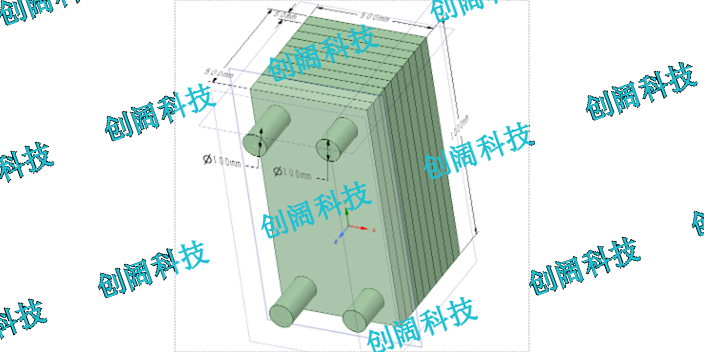
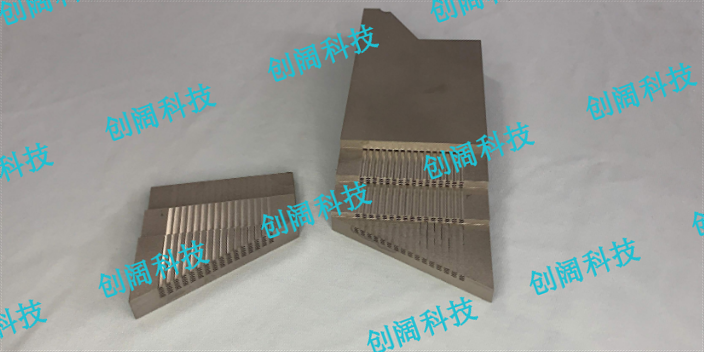
创阔科技制作微结构,微通道换热器,可按需定制。松江区铝合金微通道换热器
创阔科技使用的真空扩散焊是一种固态连接方法,是在一定温度和压力下使待焊表面发生微小的塑性变形实现大面积的紧密接触,并经一定时间的保温,通过接触面间原子的互扩散及界面迁移从而实现零件的冶金结合。扩散焊大致可分为三个阶段:第一阶段为初始塑性变形阶段。在高温和压力下,粗糙表面的微观凸起首先接触,并发生塑性变形,实际接触面积增加,并伴随表面附着层和氧化膜的破碎,使界面实现紧密接触,形成大量金属键,为原子的扩散提供条件。第二阶段为界面原子的互扩散和迁移。在连接温度下,原子处于较高的活跃状态,待焊表面变形形成的大量空位、位错和晶格畸变等缺陷,使得原子扩散系数增加。此外,此阶段还伴随着再结晶的发生,以实现更加牢固的冶金结合和界面孔洞的收缩及消失。第三阶段为界面及孔洞的消失。该阶段原子继续扩散使原始界面和孔洞完全消失,达到良好的冶金结合。其优点可归纳为以下几点:(1)接头性能优异。扩散焊接头强度高,真空密封性好,质量稳定。对于同质材料,焊接接头的微观组织及性能与母材相似,且母材在焊后其物理、化学性能基本不发生改变。(2)焊接变形小。扩散连接是一种固相连接技术,焊接过程中没有金属的熔化和凝固。松江区铝合金微通道换热器