不锈钢三通管件作为不锈钢管件的一种,主要用在管道的主管和支管连接处,有等径三通和异径三通之分,也就是说有三个口径相同的三通叫等径三通,不同的称之为异径三通。不锈钢三通管件具有良好的耐腐蚀性。所以很多时候用在石油化工等领域。使用超过三通口径的坯料,压缩至需要的口径,把支管切孔,然后进行烧制,再放进模具里,然后拉伸支管的冲模也要放进去,用液压机径向压缩管坯,这样支模拉伸成型一个三通,这两个工艺的不同之处在于热压成型的支管是由管坯的径向运动进行补偿的,有人也管他叫径向补偿工艺。温州永顺管件专注20年不锈钢管道配件,四通定制获得众多用户的认可。新疆标准三通批发

在不锈钢大小头的制作过程中,对不锈钢大小头的粘接是重要的一步。承插连接:适用于埋地或沿墙敷设的给排水管,如铸铁管、陶瓷管、石棉水泥管与管或管件、阀门的连接。采用石棉水泥、沥青玛帝脂、水泥砂浆等作为封口,工作压力≤0.3MPa,介质温度≤60℃。承插粘接:适用于各种塑料管(如ABS管、玻璃钢管等)与管子或阀门、管件的连接,采用胶黏剂涂敷于插入管的外表面,然后插入承口,经固化后即成一体,施工方便,密闭性好。卡套连接:适用于管径≤42mm的金属管与金属管件或与非金属管件、阀件的连接,中间加一垫片,施工方便,拆卸容易,一般用于仪表、控制系统等处。卡箍连接:适用于洁净物料,具有装拆方便,安全可靠,经济耐用等优点。新疆标准三通批发温州永顺管件专注20年不锈钢管道配件,是一家专业提供三通定制的公司,欢迎您的来电!

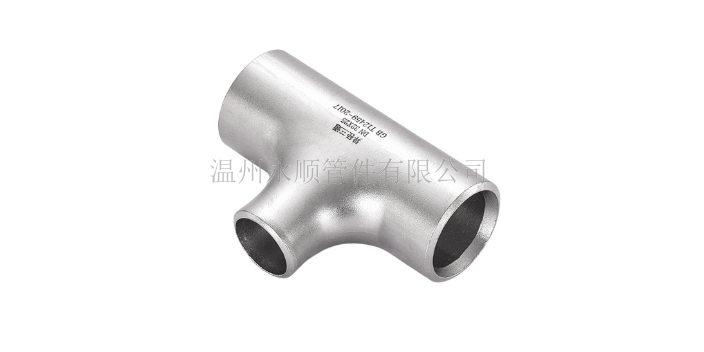
不锈钢三通为管件、管道连接件。用在主管道要分支管处。不锈钢三通有等径和异径之分,等径三通的接管端部均为相同的尺寸;异径的三通的主管接管尺寸相同,而支管的接管尺寸小于主管的接管尺寸。不锈钢三通是用于管道分支处的一种管件。对于采用无缝管制造三通来讲,通常所采用的工艺有液压胀形和热压成形两种。不锈钢三通的液压胀形是通过金属材料的轴向补偿胀出支管的一种成形工艺。其过程是采用专门液压机,将与三通直径相等的管坯内注入液体,通过液压机的两个水平侧缸同步对中运动挤压管坯,管坯受挤压后体积变小,管坯内的液体随管坯体积变小而压力升高,当达到不锈钢三通支管胀出所需要的压力时,金属材料在侧缸和管坯内液体压力的双重作用下沿模具内腔流动而胀出支管。
不锈钢管件的生产限制不锈钢管件的生产受到很多因素的限制,那么具体情况是什么呢?下面一起来看看吧。1主要不锈钢管件企业生产规模小,产业集中度低,产品结构单一。目前,国内比较大的不锈钢法兰生产企业的生产能力相对较小,约大于世界上的不锈钢管件企业的生产能力。生产规模过小,生产成本高,直接制约了一些先进技术的采用。2生产工艺设备落后,研发能力不强。与国际上一些大型不锈钢管件企业相比,我国不锈钢管件企业的科技开发投入强度较低,在不锈钢管件冶炼方面的自主创新能力不强,加工技术和新产品开发明显不足。不锈钢管件生产能力结构落后。从目前我国不锈钢管件的产能结构来看,除了宝钢、太钢等大型不锈钢法兰企业依靠先进技术生产不锈钢法兰外,相当一部分产量是一些中小企业采用简单落后的生产工艺生产的,产品质量难以保证。四通定制,就选温州永顺管件,用户的信赖之选,欢迎您的来电哦!

无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。冲压不锈钢弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。温州永顺管件专注20年不锈钢管道配件,为您提供三通定制,有需求可以来电咨询!黑龙江船舶三通管件厂家
三通定制,就选温州永顺管件,让您满意,欢迎新老客户来电!新疆标准三通批发
不锈钢管件的切割工艺是怎么样的呢?这是许多人都还比较关注的一个问题,那么不锈钢管件的切割工艺如何呢?1、线切割使用线切割快走丝,能够满足切口质量要求:切口平整、无毛刺、精度较高。但是要注意管端线切割后会变颜色,需要打磨抛光处理。而且切割速度慢,切割过程中需要用到的乳化油令到管件表面带有油粘性,不易清洁。适合生产量批量小的使用。2、砂轮片切割用普通的砂轮切割机切割后留有毛边和挂口飞边,精度不高,需配合使用全自动不锈钢管端毛刺清理机使用,能达到非常好的使用效果。成本低廉,但砂轮片损耗有点大,适合量批量小的时候使用。3、车床切割车床针对切割非常薄壁的不锈钢管(壁厚0.3~0.4mm),推荐使用质优的白钢或锋钢刀具,购买成本较高,但是耐用,切面很平整。这种作业方式自动化程度低,劳动强度大。经过自动化改装车床切割的效率很大提高,然而标准六米长的钢管的高速旋转问题,经常会损坏薄壁钢管。4、滚刀无屑切割自动滚刀切管机只有圆周的刃口,没有锯齿。一边转动一边向里进给,切口平整光滑,无铁屑,没有毛刺,内壁略微收口。加上特殊工装,收口现象能极大改观,设备造价低,切割薄壁不锈钢管时偶会产生撕裂现象,令管口会严重变形。新疆标准三通批发