闭式模锻和闭式镦锻属于模锻的两种先进工艺,由于没有飞边,材料的利用率较高。用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少。但是,应注意不能使坯料完全受到限制,为此要严格控制坯料的体积,控制锻模的相对位置和对锻件进行测量,努力减少锻模的磨损。碾环...
锻件基本参数
- 品牌
- 掌汛
- 材料材质
- 碳素钢,铜,合金钢,铝,铝合金,铜合金,钛合金,镁,钛,镁合金
- 工艺类型
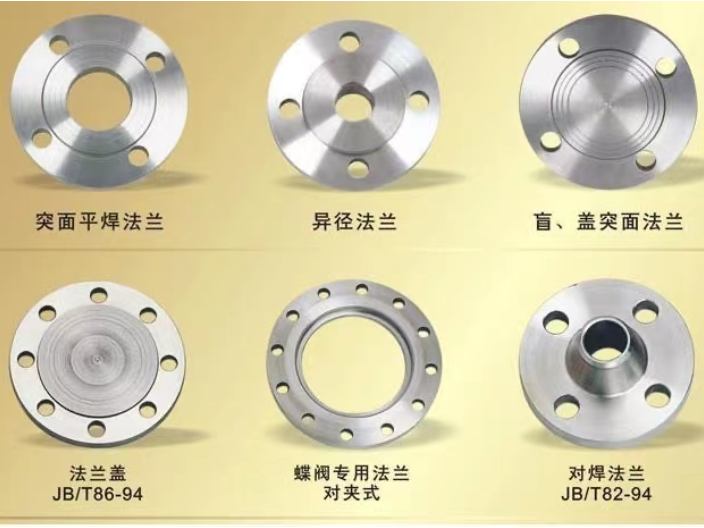
- 模锻,镦粗,自由锻,挤压,辗环,精锻,辊锻
- 材料原始形态
- 棒料,铸锭,液态金属,金属粉末
- 变形温度
- 热锻,冷锻,温锻,等温锻压
- 表面处理
- 表面阳极氧化,喷油,电镀,粉末喷涂
- 加工贸易形式
- OEM加工,来图、来样加工,来料加工
锻件企业商机
我国在锻造行业规模已稳居前列。随着装备制造业的快速发展,我国锻件产量持续保持高位,成为全球锻件的大生产国和消费国。而锻件的加工流程大体可以分为以下三种步骤:一、原始资料:1、锻件装配图,零件图。2、锻件验收质量标准。3、锻件厂的生产条件,包括机床设备和锻造工艺设备的规格、性能和现有的状态、工人的技术水平、工厂自制工艺装备的能力以及工厂供电、供气的能力等有关资料。4、生产工艺规程设计、工艺装备设计所需要的设计手册和有关标准。5、中国制造技术资料等。二、设计原则;三、步骤。锻件的生产工艺简单,减少了生产周期和生产成本。江西不锈钢锻件定制加工

自由锻的设备:空气锤 结构简单,操作灵活,维修方便 但锤击力较小,水压机,水压机是在静压力下使坯料产生塑性变形,工作平稳,噪音小、工作条件好,产生较大压力,但设备庞大、结构复杂、价格昂贵。两种设备都无过载损坏问题,但若设备吨位选择过小,则锻件内部锻不透,且生产率低,反之,若设备吨位选择过大,则浪费人力财力。锻造设备的选择主要与变形面积、锻件材质和变形温度等因素有关。可用于墩粗 拔长 冲孔 扩孔 弯曲 错移等始锻温度的确定:在不出现过热、过烧等加热缺陷前提下,应尽量提高始锻温度,使金属具有良好的可锻性。始锻温度一般控制在固相线以下150-250℃。上海模锻件厂商锻件具有良好的组织致密性,提高了材料的强度和韧性。

国内外都对辊锻工艺的应用和发展极为关注。辊锻除可为模锻制坯外,对长轴类、板片类中某些锻件可实现终成形,初成形与局部成形的锻造过程。故在工业应用中常将辊锻分为制坯辊锻与成形辊锻两类。视辊锻成形的程度不同,又将成形辊锻区分为终成形辊锻、初成形辊锻和局部成形辊锻三种。国外多用辊锻为模锻制坯,只对截面变化简单的锻件,如犁铧、锄头、钢叉、十字镐、叶片等,才采用成形辊锻工艺生产。目前,已建有多条万吨级的机械锻压机自动线生产大型的汽车曲轴和前轴,这些自动线都配置有辊锻机承担模锻前的制坯工序。在叶片冷辊锻机专门使用设备上,对航空发动机涡轮叶片与压气机叶片实现冷精辊锻的生产。
根据热锻温度及进行热锻的金属材料,热锻可以分为以下几类:冷态热锻:在略高于室温的条件下锻造金属。半热态热锻:在金属热塑性的较低温度区域进行锻造,通常温度为500°C~800°C。热态热锻:在金属热塑性的较高温度区域进行锻造,通常温度为800°C~1200°C,较高温度可达到2000°C。 热锻的重要性在于可以加热金属材料,从而获得更普遍的塑性变形区域,锻造性能和效率更高。同时,热锻也有更高的生产速度和生产效率,更高质量的成品和更广阔的应用范围。 另一方面,热锻也可以提高金属材料的物理性能,如强度、硬度和耐腐蚀性能等。尤其是对于强度高、高耐蚀性、高温抗氧化等性能要求较高的材料,热锻是获得这些性能的关键步骤。锻件的制造过程可以提高材料的结晶性和均匀性。

锻件类型:头一、二类锻件一般为平面分模或对称曲面分模,非对称曲面分模增加了锻件的复杂程度。第三类:主体轴线曲折,卧置于模膛成形的锻件。根据主体轴线走向细分为3组。1.组主体轴线在铅垂面内弯曲(分模面为起伏平缓的曲面或带落差),但平面图为直长轴形(类似第二类),一般无须设计专门的弯曲工步即可成形的锻件。2.组主体轴线在水平面内弯曲(分模面一般为平面),必须安排弯曲工步才能成形的锻件。3.组主体轴线为空间弯曲(非对称曲面分模)的锻件。还有兼备两类或三类结构特征,复杂程度更高的锻件,如多数汽车转向节锻件。锻件具有优异的机械性能,适用于承受高压和高温的工作环境。江西不锈钢锻件定制加工
锻件可通过模具的变化,实现不同形状和尺寸的零部件生产。江西不锈钢锻件定制加工
按结构分类,锻件几何形体结构复杂程度差异,决定其模锻工艺和模具设计有明显区别,明确锻件结构类型是进行工艺设计的必要前提。业内将一般锻件分为3类,每类中再细分为3组,共9组。主体轴线立置于模膛成形,水平方向二维尺寸相近(圆形/回转体居多、方形或近似形状)的锻件。该类锻件模锻时通常会用到镦粗工步。根据成形难度差异细分为3组。1组:以镦粗并略带压入方式成形的锻件,如轮毂和轮缘之间高度变化不大的齿轮。2组:以挤压并略带镦粗方式及兼有挤压、压入和镦粗方式成形的锻件,如万向节叉、十字轴等。3组:以复合挤压方式成形的锻件,如轮毂轴等。江西不锈钢锻件定制加工
与锻件相关的文章


与锻件相关的新闻
-
上海模锻件定制价格 2024-12-25 12:07:04锻造的工艺流程:酸洗:按酸洗通用工艺规程进行;热处理:按热处理工艺规程淬火;1、下料:采用砂轮切割机下料,车端面,倒圆角;2、加热:采用电炉加热,炉温(450±10)℃,加热保温时间136min;3、模锻:模锻设备为6300kn摩擦压力机,先在锻模的镦粗台上将坯料压扁为所要厚度,再在型槽内平放料进行...
-
福建毛坯锻件价位 2024-12-25 11:06:48锻件是什么?锻件是属于建材行业的,用途比较普遍,从概念来看:锻件就是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。锻件在制造的过程中是使用铁锤或是压力这样的力量来实现。并且在铸件的过程中,改变了金属的颗粒结构和物理属性。锻件的特点?1,规格要求严格,锻件的每片都需要一致,不会有瑕疵...
-
安徽钛锻件非标定制 2024-12-25 19:06:46锻造可以利用对金属坯料施加压力,使其产生塑形变形,改变其机械性能。通过锻造可消除金属的疏松。孔洞,使锻件的机械性能得以提高。 [2]锻件具有以下用途:①一般工业用锻件,是指机床制造业、农用机械、农具制造和轴承工业等民用工业。②水轮发电机用锻件,像主轴和中间轴等。③火电站用锻件,像转子、叶轮、护环主轴...
-
浙江铝合金锻件定制加工 2024-12-25 17:06:53锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、铜、钦等及其合金。材料的原始状态有棒料、铸锭、金属粉末和液态金属。锻造可分为自由锻、墩粗、挤压、模锻、闭式模锻、闭式敏锻。锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。摆辗、摆旋锻和辗 环也可用精锻加工。锻件需要每片都...
与锻件相关的问题