对焊法兰一般采用锻件或锻轧工艺制成。当采用钢板或型钢制造时,必须符合下列要求:1、对焊法兰应经超声波探伤,无分层缺陷;2、应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰;3、圆环的对接焊缝应采用全熔透焊缝;4、圆环的对接焊缝应进行焊后热...
对焊法兰基本参数
- 品牌
- 掌汛
- 型号
- 齐全
- 类型
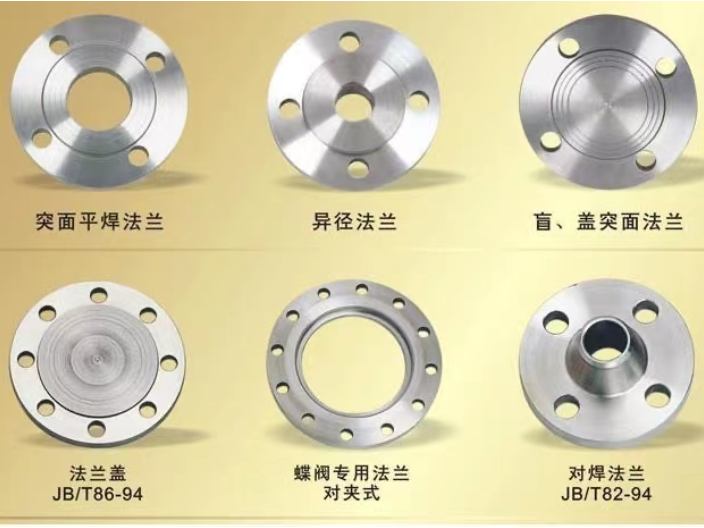
- 焊接法兰,螺纹连接法兰,盲板法兰,异径法兰,压力容器法兰,卡夹法兰,横向型,角向型,轴向型
- 结构形式:
- 整体法兰,活套法兰,螺纹法兰
对焊法兰企业商机
对焊法兰是管件的一种,是指带颈的并有圆管过渡的并与管子对焊连接的法兰.对焊法兰不易变形,密封好,应用普遍,有相应的刚性与弹性要求和合理的对焊减薄过渡,焊口离接合面距离大,接合面免受焊接温度变形,它采取比较复杂的嗽叭形体结构,适用于压力或温度大幅度波动的管线或高温、高压及低温的管道,一般用于PN大于2.5MPa的管道及阀门的连接,也用于输送价格昂贵、易燃、易爆介质的管路上。对焊法兰的优点是价格比较便宜,公称压力不招讨2.5MPa;也用于输送价格昂贵、易燃、易爆介质的管路上,公称压力在PN16MPa左右。生产工艺主要分为锻造、铸造、割制、卷制这四种。对焊法兰的连接方式可以实现管道系统的快速清洁和维护。福建船标对焊法兰价格

离心法兰属于精密铸造方法生产法兰,该种铸造较普通砂型铸造组织要细很多,质量提高不少,不易出现组织疏松、气孔、沙眼等问题。首先我们需要了解离心法兰是怎样生产制作的,离心浇铸制做平焊法兰的工艺方法及产品,其特征是该产品经过下列工艺步骤加工而成:①将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;②将金属模具预加热到800-900℃保持恒温;③起动离心机,将步骤①中钢水注入步骤②中预热后金属模具;④铸件自然冷却到800-900℃保持1-10分钟;⑤用水冷却至接近常温,脱模取出铸件。浙江异形对焊法兰哪家好对焊法兰经过严格检测,确保产品的质量符合标准。

基本信息:锻打、铸造、中板车制,平焊法兰,连接形式 单面焊接,双面螺母连接。产品特点 外形美观,表面平整光滑,耐酸碱,抗防腐,质感性能强。生产工艺 亚氧炉开料,整体锻打或者成品锻压切削成型。加工方式 高精度数控车床车削,数控摇臂钻钻孔。产品参数:(1)螺栓孔中心圆直径:50mm----2130mm(2)螺栓孔直径:11mm-30mm(3)法兰厚度:12mm-58mm(4)管子外径 : A(17. 2-2032MM) B(14-2020MM )(5)法兰内径:A(18-2036MM ) B(15-2024MM)(6)法兰理论重量:0.36kg--234.6kg(DN1800)。
对焊法兰一般采用锻件或锻轧工艺制成。当采用钢板或型钢制造时,必须符合下列要求:1、对焊法兰应经超声波探伤,无分层缺陷;2、应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰;3、圆环的对接焊缝应采用全熔透焊缝;4、圆环的对接焊缝应进行焊后热处理,并作100%射线或超声波探伤,且射线探伤符合JB4730的II级要求,超声波探伤符合 JB4730的I级要求。对焊法兰的颈部外侧斜度应不大于70°。对焊法兰在生产和焊接时严格控制技术参数,保证能够在生产和使用中充分发挥作用和价值。对焊法兰连接紧固,避免了松动和脱落的情况。

对焊法兰是什么呢?对焊法兰包括带颈对焊突面的兰、颈对焊法兰、带颈对焊法兰等等,它主要可以适用于法兰与管子的对口焊接,其结构设计科学合理,强度与刚度分析影响较大,较能经得起高温、高压和反复出现弯曲和温度变化;而它的密封性能比较稳定可靠。一般来说,对焊法兰是带颈和圆管过渡并与管道对焊连接的法兰,对焊法兰是法兰管件的一种,不同的领域和行业有普遍的使用和推广,它使用范围的不同,使用环境的不同,需要按照一定的条件下使用。对焊法兰在石油、化工、电力等行业普遍应用。无锡合金对焊法兰市价
对焊法兰的连接方式适用于各种管道材质,如碳钢、不锈钢、合金钢等。福建船标对焊法兰价格
对焊法兰的锻造流程:1、镦粗:镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。2、拔长:拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。3、冲孔:用冲子在坯料上冲出通孔或不通孔的锻造工序。4、弯曲:使坯料弯曲成yyiding角度或形状的锻造工序。5、扭转:使坯料的一部分相对另一部分旋转yiding角度的锻造工序。6、切割:分割坯料或切除料头的锻造工序。福建船标对焊法兰价格
与对焊法兰相关的文章

南京带颈对焊法兰价格
- 浙江异形对焊法兰批发价 2024-12-18
- 安徽双相钢对焊法兰平台 2024-12-18
- 三明对焊法兰定制加工 2024-12-17
- 江苏船标对焊法兰 2024-12-17
- 上海碳钢对焊法兰批发 2024-12-15
- 江西管道对焊法兰非标定制 2024-12-15
- 常州低温对焊法兰加工 2024-12-15
- 南昌对焊法兰供应商 2024-12-15
- 江苏双相钢对焊法兰公司 2024-12-14
- 常州316L对焊法兰定制价格 2024-12-14
- 福建国标对焊法兰价位 2024-12-13
- 南京高温对焊法兰价格 2024-12-13
与对焊法兰相关的产品


与对焊法兰相关的新闻
-
河南带颈对焊法兰公司 2024-12-12 13:07:29带颈对焊法兰与整体法兰的区别。带颈对焊法兰和整体法兰都是采用对焊的焊接方式,都有一个长颈,如何从外观尺寸与用途上区别带颈对焊法兰和整体法兰呢。下面我们从两个方面来看看。从外观上来看,整体法兰管端比对焊法兰管端厚,整体法兰内径除PN1.6MPa、DN450以上外其余均与公称通径相同。整体法兰的颈部高度...
-
高温对焊法兰市价 2024-12-12 06:07:43生产标准播报编辑常用生产标准:化工部标准HG/T20592-2009、HG/T20615-2009、国家标准GB/T9115.1-2000、GB/T9115.2-2000、GB/T9115.3-2000、GB/T9115.4-2000、机械部标准JB/T86.2-94、船用标准CB/T47-1999...
-
扬州对焊法兰批发 2024-12-12 04:07:00对焊法兰:对焊法兰类似于滑动法兰,它的主要优点是无需焊接即可组装,在低压和爆裂性很高的环境中使用,焊接会造成危险。承插对焊法兰是类似的滑动法兰,它有一个孔和一个反孔尺寸。柜台孔比O.D.管道匹配,以便将管道插入到类似于滑动法兰的法兰中。较小孔的直径与具有相同ID的相同管道匹配,限制内置的孔,作为一个...
-
浙江304对焊法兰价格 2024-12-11 21:07:41对焊法兰的生产加工过程:一、保护气压力。为了防止对焊法兰出现微漏,炉内保护气应保持的正压,如果是氢气保护气,一般要求20kBar以上。二、退火气氛。对焊法兰一般都是采用氢作为退火气氛,如果气氛中另一部分是惰性气体的话,度也可以低一点,但是不能含有过多氧气、水汽。三、退火温度是否达到规定温度。对焊法兰...
与对焊法兰相关的问题