闭式模锻和闭式镦锻属于模锻的两种先进工艺,由于没有飞边,材料的利用率较高。用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少。但是,应注意不能使坯料完全受到限制,为此要严格控制坯料的体积,控制锻模的相对位置和对锻件进行测量,努力减少锻模的磨损。碾环...
锻件基本参数
- 品牌
- 掌汛
- 材料材质
- 碳素钢,铜,合金钢,铝,铝合金,铜合金,钛合金,镁,钛,镁合金
- 工艺类型
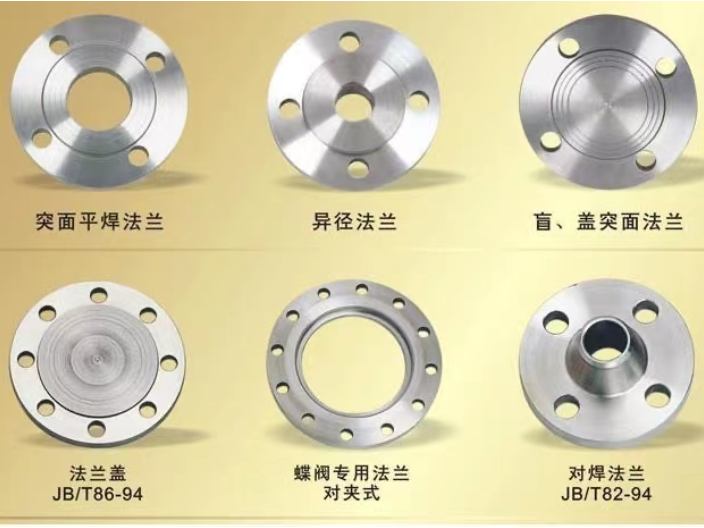
- 模锻,镦粗,自由锻,挤压,辗环,精锻,辊锻
- 材料原始形态
- 棒料,铸锭,液态金属,金属粉末
- 变形温度
- 热锻,冷锻,温锻,等温锻压
- 表面处理
- 表面阳极氧化,喷油,电镀,粉末喷涂
- 加工贸易形式
- OEM加工,来图、来样加工,来料加工
锻件企业商机
一种锻件选用哪一种锻造方法生产,与其形状、尺寸、技术要求和批量大小等很多因素有关。通常,单件、小批生产采用自由锻方法;而批量大时,则采用模锻方法生产。但有些航空等重要产品上的锻件,虽然批量不大,但由于流线和性能等方面的要求,以及要求工艺的一致性等,通常也采用模锻方法生产。大型锻件,由于受设备吨位的限制等原因,通常采用自由锻方法生产。不同类型的锻件,锻造工艺过程是不一样的。同一锻件,用不同的设备模锻时,由于各种设备的特点不同,模锻工艺方案也往往是不同的。锻件的制造过程经过严格的控制,确保产品的质量达到标准要求。萍乡锻件厂家供应

故辊锻多用于以延伸变形为主的锻造过程,比模锻具有较高的技术经济优越性,其特点为:1.所需工作载荷较小,连续地对毛坯局部施压所需成形力较模锻小,一般选用小能力的辊锻机,再配置较小能力的整形设备即可。2.生产效率高,多型槽辊锻的生产率大体上与模锻相当,而单型槽一次辊锻的生产率则提高明显,约为锤上模锻的5~10倍。3.材料消耗少,辊锻件的材料利用率一般都在80%以上。4.辊锻件的内在质量优良,力学性能好,疲劳寿命高。5.劳动条件好,辊锻时无冲击,振动和噪声都小,劳动条件有很大改善,易于实现机械化和自动化。河南不锈钢锻件市价锻件的材料利用率高,降低了资源浪费和环境压力。

近些年来,辊锻工艺在国内发展较快。汽车、工具等行业多用制坯辊锻工艺与机械锻压机或摩擦压力机配套生产连杆、曲轴、前轴、随机工具的各类扳手等。对于截面形状简单的钢叉、十字镐、汽车变截面板簧等多采用终成形辊锻或局部成形辊锻生产(如锄头的锄板和锄库就是分别由辊锻成形和热拉伸成形的)。凡是几何形状较复杂、厚度差较大的锻件,如连杆、前轴、履带节等锻件,也有采用初成形辊锻的工艺,再配置小能力的模锻设备进行整形的。国内自行设计、研制的头一条连杆辊锻自动线就是采用初成形辊锻的工艺,该线1981年建成投产。生产表明该线投资少、生产效率高、锻件质量优良,技术经济效益十分明显。
锤击锻造:在加热达到适宜温度后,开始进入锻造加工环节。锻造通常采用锤击加工的方式,通过钢轨、气锤等工具对材料进不断的冲击和变形,使其成形。这个过程需要对锻造设备和操作人员严格要求,以确保加工效果。模具成形:除了锤击加工之外,还可以采用模具进行成形加工。模具成形可以加工出各种形状的工件和局部曲线,同时还可以改善材料的表面质量和性能。冷却处理:对于加工完成的锻件,需要对其进行冷却处理,使其达到相应的硬度和韧性。冷却处理可以通过水淬、油淬等方式进行,但具体冷却方式需要根据材料和工作条件而定。锻件可应对复杂的工艺需求,包括冷锻、温锻、热锻等多种方式。

根据热锻温度及进行热锻的金属材料,热锻可以分为以下几类:冷态热锻:在略高于室温的条件下锻造金属。半热态热锻:在金属热塑性的较低温度区域进行锻造,通常温度为500°C~800°C。热态热锻:在金属热塑性的较高温度区域进行锻造,通常温度为800°C~1200°C,较高温度可达到2000°C。 热锻的重要性在于可以加热金属材料,从而获得更普遍的塑性变形区域,锻造性能和效率更高。同时,热锻也有更高的生产速度和生产效率,更高质量的成品和更广阔的应用范围。 另一方面,热锻也可以提高金属材料的物理性能,如强度、硬度和耐腐蚀性能等。尤其是对于强度高、高耐蚀性、高温抗氧化等性能要求较高的材料,热锻是获得这些性能的关键步骤。锻件可以应对复杂工况和强度高要求,提供可靠的解决方案。河南不锈钢锻件市价
锻件的制造过程包括加热、锤击和冷却等步骤。萍乡锻件厂家供应
锻造加工与金属锻造、焊接、切削方法相比,具有以下特点:1,尺度精度高。通过金属锻造获得的工件可以达到很高的尺度精度,锻件的加工余量很小,很多锻造成型方法都达到了少或不切割的要求。例如锻造伞齿轮,其齿形部分的精度可以直接应用,不需要切削,精锻叶片复杂曲面可以达到磨削精度。2,锻件的安排和功能得到了改进。锻造加工后,金属的内部安排发生了明显变化,如炼钢生产的钢锭,其内部经常松散。大晶粒。不均匀的安排。成分偏析等缺陷,通过锻造等压力加工安排松散锻造,内部致密,破碎粗枝,细化晶粒,改善偏析。坯料通过锻造获得的锻件形状、尺度稳定性好、纤维布置合理、布置细化,提高了锻件的塑性、冲击韧性和疲劳功能,锻件之间的功能变化起伏不大。萍乡锻件厂家供应
与锻件相关的文章


与锻件相关的新闻
-
上海模锻件定制价格 2024-12-25 12:07:04锻造的工艺流程:酸洗:按酸洗通用工艺规程进行;热处理:按热处理工艺规程淬火;1、下料:采用砂轮切割机下料,车端面,倒圆角;2、加热:采用电炉加热,炉温(450±10)℃,加热保温时间136min;3、模锻:模锻设备为6300kn摩擦压力机,先在锻模的镦粗台上将坯料压扁为所要厚度,再在型槽内平放料进行...
-
福建毛坯锻件价位 2024-12-25 11:06:48锻件是什么?锻件是属于建材行业的,用途比较普遍,从概念来看:锻件就是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。锻件在制造的过程中是使用铁锤或是压力这样的力量来实现。并且在铸件的过程中,改变了金属的颗粒结构和物理属性。锻件的特点?1,规格要求严格,锻件的每片都需要一致,不会有瑕疵...
-
安徽钛锻件非标定制 2024-12-25 19:06:46锻造可以利用对金属坯料施加压力,使其产生塑形变形,改变其机械性能。通过锻造可消除金属的疏松。孔洞,使锻件的机械性能得以提高。 [2]锻件具有以下用途:①一般工业用锻件,是指机床制造业、农用机械、农具制造和轴承工业等民用工业。②水轮发电机用锻件,像主轴和中间轴等。③火电站用锻件,像转子、叶轮、护环主轴...
-
浙江铝合金锻件定制加工 2024-12-25 17:06:53锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、铜、钦等及其合金。材料的原始状态有棒料、铸锭、金属粉末和液态金属。锻造可分为自由锻、墩粗、挤压、模锻、闭式模锻、闭式敏锻。锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。摆辗、摆旋锻和辗 环也可用精锻加工。锻件需要每片都...
与锻件相关的问题