闭式模锻和闭式镦锻属于模锻的两种先进工艺,由于没有飞边,材料的利用率较高。用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少。但是,应注意不能使坯料完全受到限制,为此要严格控制坯料的体积,控制锻模的相对位置和对锻件进行测量,努力减少锻模的磨损。碾环...
锻件基本参数
- 品牌
- 掌汛
- 材料材质
- 碳素钢,铜,合金钢,铝,铝合金,铜合金,钛合金,镁,钛,镁合金
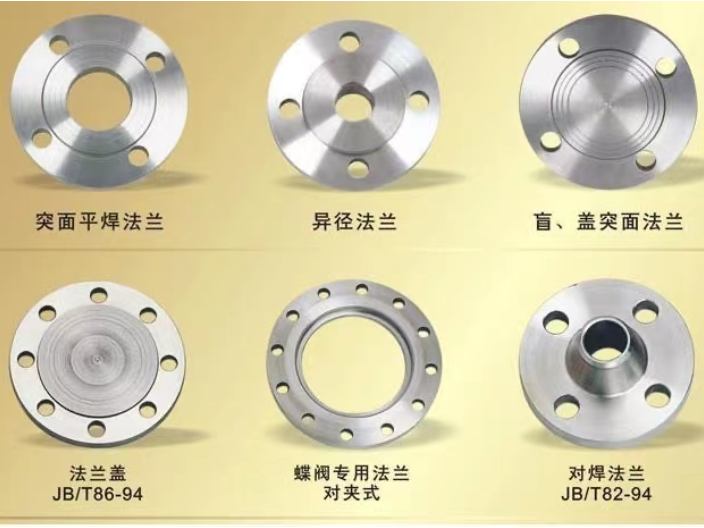
- 工艺类型
- 模锻,镦粗,自由锻,挤压,辗环,精锻,辊锻
- 材料原始形态
- 棒料,铸锭,液态金属,金属粉末
- 变形温度
- 热锻,冷锻,温锻,等温锻压
- 表面处理
- 表面阳极氧化,喷油,电镀,粉末喷涂
- 加工贸易形式
- OEM加工,来图、来样加工,来料加工
锻件企业商机
对浇注在模膛的液态金属施加静压力,使其在压力作用下凝固、结晶、流动、塑性变形和成型,就可获得所需形状和性能的模锻件。液态金属模锻是介于压铸和模锻间的成型方法,特别适用于一般模锻难于成型的复杂薄壁件。 除了通常材料和铝、镁、铜、钛等及其合金之外,铁基高温合金,镍基高温合金,钴基高温合金的变形合金也采用锻造或轧制方式完成,只是这些合金由于其塑性区相对较窄,所以锻造难度会相对较大,不同材料的加热温度,开锻温度与终锻温度都有严格的要求。锻件的产能高,可以快速响应市场需求和订单的变化。南昌法兰锻件

质量检查:锻件质量检查项目如下:(1)几何形状与尺寸,一般锻件外形尺寸用钢尺、卡钳、样板等量具进行检测;形状复杂的模锻件可用划线方法进行精确检测。(2)表面质量,锻件表面上若有裂纹、压伤、折叠缺陷,一般用肉眼即可发现。有时裂纹很小,折叠处不知深浅时,可在清铲后再观察;必要时可用探伤法检查。以上质量检查项目,有时根据设计要求和生产实际情况分别采用,有时要逐件检查,有时则按每批锻件抽检。通过质量检查,便可评定锻件是否合格 [7] 。对于有缺陷的锻件,应分析产生原因,提出预防缺陷的措施。南昌法兰锻件锻件可以通过模具设计,实现大批量生产,降低了成本和工时。

一种锻件选用哪一种锻造方法生产,与其形状、尺寸、技术要求和批量大小等很多因素有关。通常,单件、小批生产采用自由锻方法;而批量大时,则采用模锻方法生产。但有些航空等重要产品上的锻件,虽然批量不大,但由于流线和性能等方面的要求,以及要求工艺的一致性等,通常也采用模锻方法生产。大型锻件,由于受设备吨位的限制等原因,通常采用自由锻方法生产。不同类型的锻件,锻造工艺过程是不一样的。同一锻件,用不同的设备模锻时,由于各种设备的特点不同,模锻工艺方案也往往是不同的。
由于锻件制成零件后,在使用过程中其受力情况、重要程度、工作条件不同,其所用材料和冶金工艺也不同,因此不同的部位依据上述情况并按照本部门的要求将锻件分出类别,不同的部门,不同的标准对锻件的分类也是不同的。但不管怎么,对于锻件质量检验的整体来说都离不开两大类检验,即外观质量和内部质量的检验,只不过锻件的类别不同,其具体的检验项目、检验数量和检验要求不同罢了。例如,有的工业部门将结构钢、不锈钢、耐热钢锻件分成Ⅳ类进行检验,有的部门将铝合金锻件与模锻件按其使用情况分成Ⅲ类进行检验,还有的部门将铝合金、铜合金锻件分成Ⅳ类进行检验。锻件是一种常用的金属加工方式,提供强度高和耐磨性的零部件。

锻造加工与金属锻造、焊接、切削方法相比,具有以下特点:1,尺度精度高。通过金属锻造获得的工件可以达到很高的尺度精度,锻件的加工余量很小,很多锻造成型方法都达到了少或不切割的要求。例如锻造伞齿轮,其齿形部分的精度可以直接应用,不需要切削,精锻叶片复杂曲面可以达到磨削精度。2,锻件的安排和功能得到了改进。锻造加工后,金属的内部安排发生了明显变化,如炼钢生产的钢锭,其内部经常松散。大晶粒。不均匀的安排。成分偏析等缺陷,通过锻造等压力加工安排松散锻造,内部致密,破碎粗枝,细化晶粒,改善偏析。坯料通过锻造获得的锻件形状、尺度稳定性好、纤维布置合理、布置细化,提高了锻件的塑性、冲击韧性和疲劳功能,锻件之间的功能变化起伏不大。锻件的制造过程可以提高材料的结晶性和均匀性。浙江不锈钢锻件怎么样
锻件的制造过程可以减少材料的晶界和夹杂物。南昌法兰锻件
铸锭只用于大型锻件。铸锭是铸态组织,有较大的柱状晶和疏松的中心。因此必须通过大的塑性变形,将柱状晶破碎为细晶粒,将其疏松压实,才能获得优良的金属组织和力学性能。 经压制和烧结成的粉末冶金预制坯,在热态下经无飞边模锻可制成粉末锻件。锻件粉末接近于一般模锻件的密度,具有良好的力学性能,并且精度高,可减少后续的切削加工。粉末锻件内部组织均匀,没有偏析,可用于制造小型齿轮等工件。但粉末的价格远高于一般棒材的价格,在生产中的应用受到一定限制。南昌法兰锻件
与锻件相关的文章


与锻件相关的新闻
-
上海模锻件定制价格 2024-12-25 12:07:04锻造的工艺流程:酸洗:按酸洗通用工艺规程进行;热处理:按热处理工艺规程淬火;1、下料:采用砂轮切割机下料,车端面,倒圆角;2、加热:采用电炉加热,炉温(450±10)℃,加热保温时间136min;3、模锻:模锻设备为6300kn摩擦压力机,先在锻模的镦粗台上将坯料压扁为所要厚度,再在型槽内平放料进行...
-
福建毛坯锻件价位 2024-12-25 11:06:48锻件是什么?锻件是属于建材行业的,用途比较普遍,从概念来看:锻件就是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。锻件在制造的过程中是使用铁锤或是压力这样的力量来实现。并且在铸件的过程中,改变了金属的颗粒结构和物理属性。锻件的特点?1,规格要求严格,锻件的每片都需要一致,不会有瑕疵...
-
安徽钛锻件非标定制 2024-12-25 19:06:46锻造可以利用对金属坯料施加压力,使其产生塑形变形,改变其机械性能。通过锻造可消除金属的疏松。孔洞,使锻件的机械性能得以提高。 [2]锻件具有以下用途:①一般工业用锻件,是指机床制造业、农用机械、农具制造和轴承工业等民用工业。②水轮发电机用锻件,像主轴和中间轴等。③火电站用锻件,像转子、叶轮、护环主轴...
-
浙江铝合金锻件定制加工 2024-12-25 17:06:53锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、铜、钦等及其合金。材料的原始状态有棒料、铸锭、金属粉末和液态金属。锻造可分为自由锻、墩粗、挤压、模锻、闭式模锻、闭式敏锻。锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。摆辗、摆旋锻和辗 环也可用精锻加工。锻件需要每片都...
与锻件相关的问题