闭式模锻和闭式镦锻属于模锻的两种先进工艺,由于没有飞边,材料的利用率较高。用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少。但是,应注意不能使坯料完全受到限制,为此要严格控制坯料的体积,控制锻模的相对位置和对锻件进行测量,努力减少锻模的磨损。碾环...
锻件基本参数
- 品牌
- 掌汛
- 材料材质
- 碳素钢,铜,合金钢,铝,铝合金,铜合金,钛合金,镁,钛,镁合金
- 工艺类型
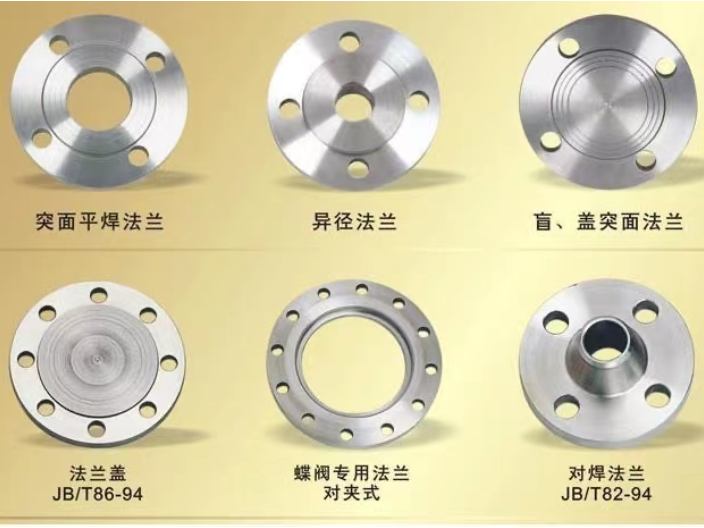
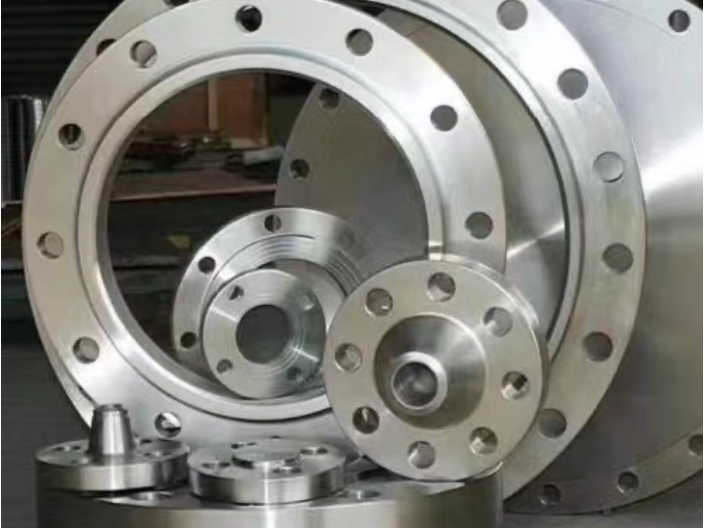
- 模锻,镦粗,自由锻,挤压,辗环,精锻,辊锻
- 材料原始形态
- 棒料,铸锭,液态金属,金属粉末
- 变形温度
- 热锻,冷锻,温锻,等温锻压
- 表面处理
- 表面阳极氧化,喷油,电镀,粉末喷涂
- 加工贸易形式
- OEM加工,来图、来样加工,来料加工
锻件企业商机
模锻。模锻又分为开式模锻和闭式模锻.金属坯料在具有一定形状的锻模膛内受压变形而获得锻件,模锻一般用于生产重量不大、批量较大的零件。模锻可分为热模锻、温锻和冷锻。温锻和冷锻是模锻的未来发展方向,也表示了锻造技术水平的高低。按照材料分,模锻还可分为黑色金属模锻、有色金属模锻和粉末制品成形。顾名思义,就是材料分别是碳钢等黑色金属、铜铝等有色金属和粉末冶金材料。挤压应归属于模锻,可以分为重金属挤压和轻金属挤压。锻件具有较高的强度和耐磨性。南京车轮锻件现货

锻件的加工流程:一、原始资料准备;二、设计原则:1、锻件所设计的工艺规程应能保证机器的加工质量,达到客户提供的图样上规定的各项技术要求。2、应使工艺过程有较高的生产率,使环形锻件产品尽快交货。3、设法降低其制造成本。4、注意减轻工人的劳动强度,保证生产安全。三、步骤内容:1、分析研究不锈钢锻件的装配图。2、确定毛坯。3、拟定环形锻件生产工艺路线,选择定位基面。4、确定各工序所采用的设备。5、确定各工序所采用的刀具、夹具、量具和辅助工具。6、确定各主要工序的技术要求及检验方法。7、确定各工序的加工余量,计算工序尺寸和公差。8、确定切削用量。9、确定工时定额。按照上面的步骤加工,会提高锻件的质量和效率。萍乡车轮锻件锻件经过热处理,消除了内部应力,提高了材料的稳定性。

不同的锻造方法有不同的流程,其中以热模锻的工艺流程较长,一般顺序为:锻坯下料→锻坯加热→辊锻备坯→模锻成型→切边→冲孔→矫正→中间检验,检验锻件的尺寸和表面缺陷→锻件热处理,用以消除锻造应力,改善金属切削性能→清理,主要是去除表面氧化皮→矫正→检查,一般锻件要经过外观和硬度检查,重要锻件还要经过化学成分分析、力学性能、残余应力等检验和无损探伤。 与铸件相比,金属经过锻造加工后能改善其组织结构和力学性能。
锻造:1.火焰炉加热具有费用低,适用性强的优点,但加热时间长,容易产生氧化和脱碳,劳动条件也需不断改善。电感应加热具有加热迅速,氧化少的优点,但对产品形状尺寸及材质变化的适应性差。2. 锻造成形是在外力作用下产生的,因此,正确计算变形力,是选择设备、进行模具校核的依据。对变形体内部进行应力应变分析,也是优化工艺过程和控制锻件组织性能所不可缺少的。3. 因此,锻件质量分析工作一般可分为现场调査阶段、试验研究分析阶段、提出解决措施及防止对策阶段。面在实施这几个阶段的工作之前,好能制定实施方案,内容包括这三个阶段所要进行的工怍、工作程序、完成时间。该实施方案在实施过程中可进行适当的补充和修改。制定实施方案是分析大型复杂锻件及使用件质量问题的重要环节。锻件具有一体化的结构特点,减少了零部件之间的连接点和弱点。

根据热锻温度及进行热锻的金属材料,热锻可以分为以下几类:冷态热锻:在略高于室温的条件下锻造金属。半热态热锻:在金属热塑性的较低温度区域进行锻造,通常温度为500°C~800°C。热态热锻:在金属热塑性的较高温度区域进行锻造,通常温度为800°C~1200°C,较高温度可达到2000°C。 热锻的重要性在于可以加热金属材料,从而获得更普遍的塑性变形区域,锻造性能和效率更高。同时,热锻也有更高的生产速度和生产效率,更高质量的成品和更广阔的应用范围。 另一方面,热锻也可以提高金属材料的物理性能,如强度、硬度和耐腐蚀性能等。尤其是对于强度高、高耐蚀性、高温抗氧化等性能要求较高的材料,热锻是获得这些性能的关键步骤。锻件经过精密加工,保证了尺寸的准确性和一致性。南京车轮锻件现货
锻件的生产过程对环境友好,降低了能源消耗和废物产生。南京车轮锻件现货
锻造的工艺流程:酸洗:按酸洗通用工艺规程进行;热处理:按热处理工艺规程淬火;1、下料:采用砂轮切割机下料,车端面,倒圆角;2、加热:采用电炉加热,炉温(450±10)℃,加热保温时间136min;3、模锻:模锻设备为6300kn摩擦压力机,先在锻模的镦粗台上将坯料压扁为所要厚度,再在型槽内平放料进行模锻;4、加热:炉温(450±10)℃,加热保温时间为30min(第二火);5、模锻:压至尺寸;6、加热:炉温(450±10)℃,加热保温时间为10~15min;7、热切边;8、酸洗:按酸洗通用工艺规程进行;9、热处理:按热处理工艺规程淬火;10、酸洗:按酸洗通用工艺规程进行;11.锻件修伤;12.锻件检验:检查材料牌号、外形及表面质量、硬度。南京车轮锻件现货
与锻件相关的文章



与锻件相关的新闻
-
上海模锻件定制价格 2024-12-25 12:07:04锻造的工艺流程:酸洗:按酸洗通用工艺规程进行;热处理:按热处理工艺规程淬火;1、下料:采用砂轮切割机下料,车端面,倒圆角;2、加热:采用电炉加热,炉温(450±10)℃,加热保温时间136min;3、模锻:模锻设备为6300kn摩擦压力机,先在锻模的镦粗台上将坯料压扁为所要厚度,再在型槽内平放料进行...
-
福建毛坯锻件价位 2024-12-25 11:06:48锻件是什么?锻件是属于建材行业的,用途比较普遍,从概念来看:锻件就是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。锻件在制造的过程中是使用铁锤或是压力这样的力量来实现。并且在铸件的过程中,改变了金属的颗粒结构和物理属性。锻件的特点?1,规格要求严格,锻件的每片都需要一致,不会有瑕疵...
-
安徽钛锻件非标定制 2024-12-25 19:06:46锻造可以利用对金属坯料施加压力,使其产生塑形变形,改变其机械性能。通过锻造可消除金属的疏松。孔洞,使锻件的机械性能得以提高。 [2]锻件具有以下用途:①一般工业用锻件,是指机床制造业、农用机械、农具制造和轴承工业等民用工业。②水轮发电机用锻件,像主轴和中间轴等。③火电站用锻件,像转子、叶轮、护环主轴...
-
浙江铝合金锻件定制加工 2024-12-25 17:06:53锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、铜、钦等及其合金。材料的原始状态有棒料、铸锭、金属粉末和液态金属。锻造可分为自由锻、墩粗、挤压、模锻、闭式模锻、闭式敏锻。锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。摆辗、摆旋锻和辗 环也可用精锻加工。锻件需要每片都...
与锻件相关的问题