闭式模锻和闭式镦锻属于模锻的两种先进工艺,由于没有飞边,材料的利用率较高。用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少。但是,应注意不能使坯料完全受到限制,为此要严格控制坯料的体积,控制锻模的相对位置和对锻件进行测量,努力减少锻模的磨损。碾环...
锻件基本参数
- 品牌
- 掌汛
- 材料材质
- 碳素钢,铜,合金钢,铝,铝合金,铜合金,钛合金,镁,钛,镁合金
- 工艺类型
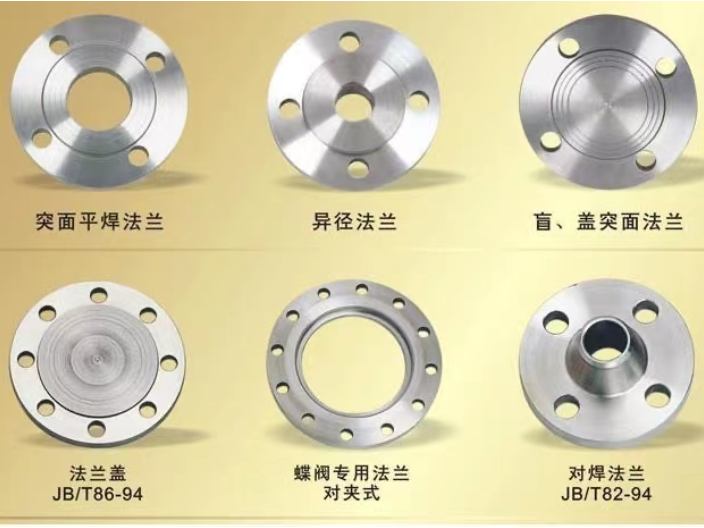
- 模锻,镦粗,自由锻,挤压,辗环,精锻,辊锻
- 材料原始形态
- 棒料,铸锭,液态金属,金属粉末
- 变形温度
- 热锻,冷锻,温锻,等温锻压
- 表面处理
- 表面阳极氧化,喷油,电镀,粉末喷涂
- 加工贸易形式
- OEM加工,来图、来样加工,来料加工
锻件企业商机
我国在锻造行业规模已稳居前列。随着装备制造业的快速发展,我国锻件产量持续保持高位,成为全球锻件的大生产国和消费国。而锻件的加工流程大体可以分为以下三种步骤:一、原始资料:1、锻件装配图,零件图。2、锻件验收质量标准。3、锻件厂的生产条件,包括机床设备和锻造工艺设备的规格、性能和现有的状态、工人的技术水平、工厂自制工艺装备的能力以及工厂供电、供气的能力等有关资料。4、生产工艺规程设计、工艺装备设计所需要的设计手册和有关标准。5、中国制造技术资料等。二、设计原则;三、步骤。锻件具有高度可控性和稳定性,保证了产品的一致性和可靠性。郑州锻件加工

冷锻:在室温条件下对金属材料进行塑性变形,得到各种精密零件、弹簧、卡子等。 不同的锻造方式具有各自的特点。其中,块材锻造和毛坯锻造可以得到粗大而简单的物品,成本较低;复杂形状锻造的精度和成形率比较高,在工程领域应用普遍;冷锻具有变形量小、精度高、表面质量好等特点,适用于需要高精度的零件制造。热锻是利用高温下金属的塑性变形性能,通过对金属施加压力或冲击来形成具有一定形状和性能的零件或工件。总体来说,热锻是一种非常重要的金属成形工艺,尤其在制造大型、复杂、高负荷的零件或工件时,具有不可替代的优点和应用价值。郑州锻件加工锻件可以根据需求进行不同材质的选择。

在现场调査阶段,主要是调查锻件所用原材料的材料牌号、化学成分、材料规格、材料保证单上的试验结果,进厂复验的各种理化测试和工艺性能测试的结果,甚至还要查明原材料的冶炼和加工工艺情况。与此同时还应调査锻造的工艺情况,包括锻件应该用的柺料、规格、下料工艺、锻造加热的始锻和终锻温度,所用锻压设备、加热设备、加热工艺、锻造的操作、锻后的冷却方式、预备热处理的工艺情况等。必要时还要调查操作者的情况和环境情况及执行工艺的原始记录。对于在后续工序和使用中出现的锻件质童问题还应调查后续工序的工艺。
锻件,工件或毛坯,锻件是指通过对金属坯料进行锻造变形而得到的工件或毛坯。锻件是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。这种力量典型的通过使用铁锤或压力来实现。铸件过程建造了精致的颗粒结构,并改进了金属的物理属性。在零部件的现实使用中,一个正确的设计能使颗粒流在主压力的方向。锻件需要每片都是一致的,没有任何多孔性、多余空间、内含物或其他的瑕疵。这种方法生产的元件,强度与重量比有一个高的比率。这些元件通常被用在飞机结构中。锻件的表面光滑,具有良好的装配性能。

闭式模锻和闭式镦锻属于模锻的两种先进工艺,由于没有飞边,材料的利用率较高。用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少。但是,应注意不能使坯料完全受到限制,为此要严格控制坯料的体积,控制锻模的相对位置和对锻件进行测量,努力减少锻模的磨损。碾环。碾环是指通过专门使用设备碾环机生产不同直径的环形零件,也用来生产汽车轮毂、火车车轮等轮形零件。特种锻造。特种锻造包括辊锻、楔横轧、径向锻造、液态模锻等锻造方式,这些方式都比较适用于生产某些特殊形状的零件。辊锻可以作为有效的预成形工艺,大幅降低后续的成形压力;楔横轧可以生产钢球、传动轴等零件;径向锻造则可以生产大型的炮筒、台阶轴等锻件。锻件具有良好的成型性能和尺寸稳定性,减少了后续加工的工艺。江苏毛坯锻件定制价格
锻件的材料利用率高,降低了资源浪费和环境压力。郑州锻件加工
锻造是这样一种过程,其中通过施加手动或用动力锤,压力机或特殊锻造机施加的局部压缩力来成形材料。该过程可以在热态或冷态的材料上进行。当锻造冷却时,过程被赋予特殊名称。因此,术语锻造通常意味着在高于材料的再结晶温度的温度下进行热锻。锻造是生产许多有用形状的有效方法。该过程通常用于生产分立部件。典型的锻造零件包括铆钉,螺栓,起重机吊钩,连杆,齿轮,涡轮轴,手动工具,铁路以及用于制造机械的各种结构部件。锻造件具有良好的强度和韧性; 它们可以可靠地用于高应力和关键应用。已经开发出各种锻造工艺,可用于生产单件或块 - 生产数百个相同的零件。郑州锻件加工
与锻件相关的文章


与锻件相关的新闻
-
上海模锻件定制价格 2024-12-25 12:07:04锻造的工艺流程:酸洗:按酸洗通用工艺规程进行;热处理:按热处理工艺规程淬火;1、下料:采用砂轮切割机下料,车端面,倒圆角;2、加热:采用电炉加热,炉温(450±10)℃,加热保温时间136min;3、模锻:模锻设备为6300kn摩擦压力机,先在锻模的镦粗台上将坯料压扁为所要厚度,再在型槽内平放料进行...
-
福建毛坯锻件价位 2024-12-25 11:06:48锻件是什么?锻件是属于建材行业的,用途比较普遍,从概念来看:锻件就是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。锻件在制造的过程中是使用铁锤或是压力这样的力量来实现。并且在铸件的过程中,改变了金属的颗粒结构和物理属性。锻件的特点?1,规格要求严格,锻件的每片都需要一致,不会有瑕疵...
-
安徽钛锻件非标定制 2024-12-25 19:06:46锻造可以利用对金属坯料施加压力,使其产生塑形变形,改变其机械性能。通过锻造可消除金属的疏松。孔洞,使锻件的机械性能得以提高。 [2]锻件具有以下用途:①一般工业用锻件,是指机床制造业、农用机械、农具制造和轴承工业等民用工业。②水轮发电机用锻件,像主轴和中间轴等。③火电站用锻件,像转子、叶轮、护环主轴...
-
浙江铝合金锻件定制加工 2024-12-25 17:06:53锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、铜、钦等及其合金。材料的原始状态有棒料、铸锭、金属粉末和液态金属。锻造可分为自由锻、墩粗、挤压、模锻、闭式模锻、闭式敏锻。锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。摆辗、摆旋锻和辗 环也可用精锻加工。锻件需要每片都...
与锻件相关的问题