- 品牌
- 诺荣
- 型号
- 齐全
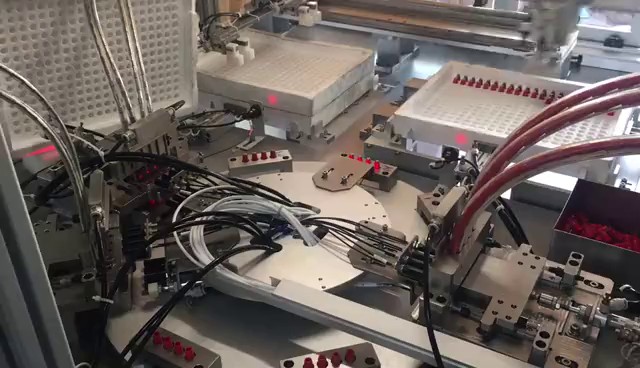
饮水器自动组装机装置包括饮水管上料机架、上料限位板组和多个上料单元。上料限位板组包括首端限位板和尾端限位板。首端限位板、尾端限位板分别安装在饮水管上料机架的首端、尾端。各上料单元安装在首端限位板与尾端限位板之间,且沿着饮水管上料机架的长度方向依次排列设置。上料单元包括横向输送机、拦料组件、定位组件和抓起组件。拦料组件及定位组件均设置在横向输送机的一侧。抓起组件安装在定位组件的上方。所述的定位组件安装在拦料组件靠近横向输送机输出端的一侧。定位组件设置有m个饮水管定位点。自动化组装测试设备可实时监控各设备及设备中测试机体状况。江苏装配自动化组装测试设备厂家
自动化组装测试设备
自动化测试设备的安全防护装置涉及HUB(集线器)检测领域。其技术方案要点是,防护装置包括铰接于检测设备的盖体,盖体上设置有用于翻盖盖体的手握结构,盖体顶面设置有通孔,盖体上设置有能够滑移覆盖通孔的防护板。盖体盖在检测设备上可防止异物落到检测设备上影响检测结果,滑动防护板使其覆盖或打开通孔,在不翻开盖体的情况下,可以通过通孔放置或取出HUB的同时又进一步降低了异物落到检测设备影响检测结果的可能,测试数据也十分准确,智能化程度也挺高的。重庆水阀自动化组装测试设备供应商自动化组装测试设备机器手通用吸盘设计,并采用托盘固定产品,实现高精度定位。

生产制造企业为什么选择自动化测试设备?在工厂生产制造中,使用自动检测可以快速筛选出有缺陷的产品,并确保生产出的产品的质量稳定保持在合格的水平。因此,机器视觉检测设备备受到广大生产制造企业的青睐和选择。机器视觉的检测和应用按照检测的技术领域,一般包括三维视觉检测技术,外观缺陷检测技术,尺寸检测技术,OCR技术等。机器视觉检测对于消除缺陷,瑕疵,碎渣或凹痕以及其他产品缺陷以确保产品的功能和特性尤其重要。因此,它已被广用于主要制造业的产品缺陷检测和尺寸检测。例如,视觉识别系统可用于执行各种新产品的检测,视觉识别系统用于检测电子设备组件或针偏角的缺陷,视觉识别系统用于准确测量注射针组件的外观或区分颜色以进行检测正确的装配线。
自动化程度高的检测设备,包括安装底板,安装底板的上方沿其长度方向开设有长条形引导槽,安装底板的底部开设有与引导槽连通的长条形滑槽,安装底板的底部还安装有支撑柱,支撑柱上垂直焊接有横梁,横梁靠近安装底板的一侧安装有液压缸,液压缸上安装有与滑槽滑动连接的推板,推板远离液压缸的一侧安装有电机,电机上安装有锥形顶块,电机外侧沿其轴线方向阵列安装有与推板固定连接的阻挡柱,安装底板的顶部安装有支架,支架靠近安装底板的一侧安装有旋转气缸,旋转气缸靠近安装底板的一侧安装有连接杆。本发明实现了轴承圈的自动分离检测操作,提高了轴承装配的效率和精度。自动化检测设备能减少人员,节约人工费用,大幅度减少人为检测错误。

科技发展日新月异,电子发展商对产品的开发有了更高的要求。电子测试针床,治具,夹具作为一种生产辅助工具,相对其精密度,结构使用性,专业性也都有了更高的要求。为了满足电子产品的发展需要,保证电子产品质量,提升产品的生产效率,选择一家专业的自动化组装测试设备来配合产品开发生产,是保证产品质量的关键。纵观国内外的电子产品测试系统,普遍存在以下几点问题:1)整个大系统的测试任务中,其统一性与整体性缺乏体系支持;2)测试工艺、流程、标准不统一;3)测试模块的通用性、可移植性、可扩展性、可维护性较差;4)测试人员间的素质不一;5)不同人员测试不同阶段,信息交流的程度不同;6)测试数据的组织、存储、管理和使用较为混乱,数字化程度较低;7)数据的有效性、可靠性、可追溯性、共享度以及对数据的分析能力较差。自动化组装测试设备数据对于产生、审批、发布、变更、流通的支持度不够。厦门跳绳自动化组装测试设备供应
自动化检测设备保持在线高精度速度和准确的测量。江苏装配自动化组装测试设备厂家
任何一套自动化生产测试设备的安装,调试技巧都是"横平、竖直、同心",首先不管调试任何一个产品,我们都要了解它的特性和客户的详细技术要求,下面为大家介绍一些常见的调试技巧。1、了解产品特性(包括外观、尺寸、公差、结构、工艺等)。2、将零件(包含标准件和非标加工件)擦拭干净,将部分的零件挑出来,从零部件开始组装调试。组装过程中应该检查测量所装部件的精度,确保横平、竖直、同心度问题3、对于单气缸推拉或升降部分,应保证拉要到位,推也要到位,并且不能有异常阻力。4、旋转部分,应确保旋转部分的平衡度、垂直度、同心度,以达到摆臂,分度的精度。5、销钉、卡糟有销钉孔和卡槽的地方应擦拭干净,选择合适的销钉(销钉材质硬度在58度以上),进行定位,销钉以单边紧配,方便拆卸和装配;卡槽精度应控制在0.02以内,以确保在二次装配时的精度,内部需做抛光处理,可防止产品刮伤、刮花。6、送料部分料道大部分依据产品而定,公差带为0.1左右,可以保证产品在料道中通过时畅通无阻,料道零部件入料方向和接又处需倒斜角以0.2*30度为标准,具体情况依据产品而定。江苏装配自动化组装测试设备厂家
自动化组装检测加工设备,包括组装机箱,所述组装机箱的机箱右侧内腔底部安装有传送带,所述传送带的表面垂直线上方设置有固定夹,本发明通过将连杆瓦推送块和杆盖推送块与定位卡座设置于组装机箱的内部,通过连杆瓦推送块和杆盖推送块的设置,便于对连杆瓦与杆盖记性推送,并且通过将齿条杆与第二从动齿轮同一水平线的设置,便于使齿条杆与第二从动齿轮之间相啮合从而使清洁滚轮旋转对杆盖内圈进行清洁,同时通过齿杆与支撑架的设置,便于滚珠丝杠与螺杆之间啮合移动时,使齿杆与从动齿轮相啮合从而使定位卡旋转,从而有利于检测轴进入到连杆瓦的内部通过旋转对其进行牢度检测。自动化组装测试设备可以很好的检测到数据。减速机自动化组装测试设...
- 北京穿刺器自动化组装测试设备直供 2024-04-12
- 海南自动化组装测试设备品牌 2024-04-12
- 河北水泵自动化组装测试设备公司 2024-04-12
- 河北电机自动化组装测试设备出厂价 2024-04-12
- 青岛饮水器自动化组装测试设备价格 2024-04-12
- 自动化组装测试设备哪家好 2024-04-12
- 杭州充电枪自动化组装测试设备供应 2024-04-12
- 福建电动阀自动化组装测试设备报价 2024-04-12
- 北京肝素帽自动化组装测试设备供应商 2024-04-11
- 青岛球阀自动化组装测试设备批发 2024-04-11



- 三活单体帽自动化组装测试设备厂家 2024-04-10
- 厦门球阀自动化组装测试设备价格 2024-04-10
- 江苏装配自动化组装测试设备厂家 2024-04-10
- 海南输送机自动化组装测试设备价格 2024-04-10
- 深圳雾化器自动化组装测试设备厂家 2024-04-10
- 山东部件自动化组装测试设备直销 2024-04-10






- 湖南传感器测试台现货 03-18
- 江苏传感器测试台企业 03-18
- 厦门直动型电子膨胀阀测试台企业 03-18
- 海南曲轴传感器测试台行情 03-18
- 曲轴传感器测试台供应 03-17
- 宁波气密性检漏设备生产厂家 03-17
- 厦门同步电机测试台行情 03-17
- 深圳智能型传感器测试台现货 03-17
- 苏州伺服电机测试台直供 03-17
- 重庆减速型电子膨胀阀测试台直供 03-17