锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。相关机械中负...
锻件基本参数
- 品牌
- 掌汛
- 材料材质
- 碳素钢,铜,合金钢,铝,铝合金,铜合金,钛合金,镁,钛,镁合金
- 工艺类型
- 模锻,镦粗,自由锻,挤压,辗环,精锻,辊锻
- 材料原始形态
- 棒料,铸锭,液态金属,金属粉末
- 变形温度
- 热锻,冷锻,温锻,等温锻压
- 表面处理
- 表面阳极氧化,喷油,电镀,粉末喷涂
- 加工贸易形式
- OEM加工,来图、来样加工,来料加工
锻件企业商机
模锻分为开式模锻和闭式模锻,模锻定义:将加热好的坯料放在固定于模锻设备上的模具内进行锻造的方法称为模锻。模锻是使用专门使用锻模进行锻造来获得所需形状和尺寸锻件的主要工艺方法。模锻的特点是:在锻压机作用下,坯料在锻模型腔中被迫塑性流动成型,从而获得比自由锻质量更好的锻件。模锻特点:优点:生产率高 。锻件形状较复杂,尺寸精度高。机械加工余量小,材料利用率高。可是流线分布更为合理,提高零件使用寿命。生产过程操作简便,劳动强度低。批量生产后,其成本低。缺点:设备投资大。生产准备周期长。锻模成本高,且寿命较低。工艺灵活性不如自由锻。锻件是一种常用的金属加工方式,提供强度高和耐磨性的零部件。热锻锻件怎么样

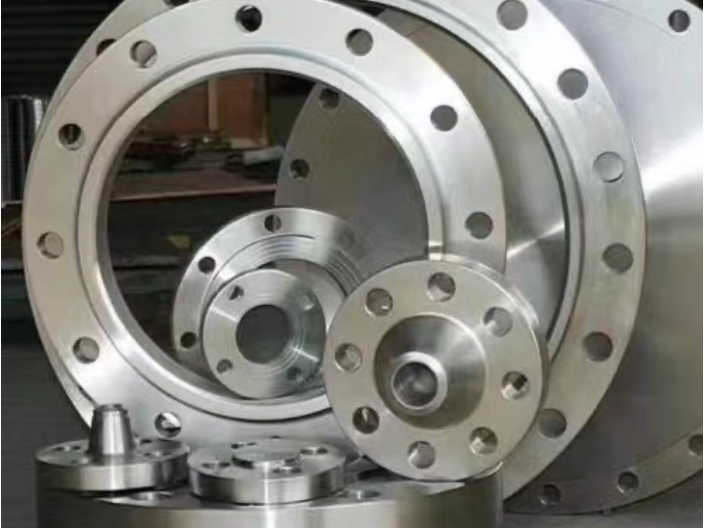
锻件的应用:石油化工,锻件在石油化工设备中有着普遍的应用。如球形储罐的人孔、法兰,换热器所需的各种管板、对焊法兰催化裂化反应器的整锻筒体(压力容器),加氢反应器所用的筒节,化肥设备所需的顶盖、底盖、封头等均是锻件。核电锻件,核电分为压水堆和沸水堆两类。核电站主要的大锻件可分为压力壳和堆内构件两大类。压力壳含:筒体法兰、管嘴段、管嘴、上部筒体、下部筒体、螺栓等。堆内构件是在高温、高压、强中子幅照、硼酸水腐蚀、冲刷和水力振动等严峻条件下工作的,所以要选用18-8奥氏不锈钢来制作。模锻件生产加工锻件具有良好的成型性能和尺寸稳定性,减少了后续加工的工艺。

模锻。模锻又分为开式模锻和闭式模锻.金属坯料在具有一定形状的锻模膛内受压变形而获得锻件,模锻一般用于生产重量不大、批量较大的零件。模锻可分为热模锻、温锻和冷锻。温锻和冷锻是模锻的未来发展方向,也表示了锻造技术水平的高低。按照材料分,模锻还可分为黑色金属模锻、有色金属模锻和粉末制品成形。顾名思义,就是材料分别是碳钢等黑色金属、铜铝等有色金属和粉末冶金材料。挤压应归属于模锻,可以分为重金属挤压和轻金属挤压。
由于锻件制成零件后,在使用过程中其受力情况、重要程度、工作条件不同,其所用材料和冶金工艺也不同,因此不同的部位依据上述情况并按照本部门的要求将锻件分出类别,不同的部门,不同的标准对锻件的分类也是不同的。但不管怎么,对于锻件质量检验的整体来说都离不开两大类检验,即外观质量和内部质量的检验,只不过锻件的类别不同,其具体的检验项目、检验数量和检验要求不同罢了。例如,有的工业部门将结构钢、不锈钢、耐热钢锻件分成Ⅳ类进行检验,有的部门将铝合金锻件与模锻件按其使用情况分成Ⅲ类进行检验,还有的部门将铝合金、铜合金锻件分成Ⅳ类进行检验。锻件可以用于制造大型工件和特殊形状的零件。

一种锻件选用哪一种锻造方法生产,与其形状、尺寸、技术要求和批量大小等很多因素有关。通常,单件、小批生产采用自由锻方法;而批量大时,则采用模锻方法生产。但有些航空等重要产品上的锻件,虽然批量不大,但由于流线和性能等方面的要求,以及要求工艺的一致性等,通常也采用模锻方法生产。大型锻件,由于受设备吨位的限制等原因,通常采用自由锻方法生产。不同类型的锻件,锻造工艺过程是不一样的。同一锻件,用不同的设备模锻时,由于各种设备的特点不同,模锻工艺方案也往往是不同的。锻件的制造过程可以减少材料的晶界和夹杂物。热锻锻件怎么样
锻件经过挤压和拉拔等工艺,实现了材料的纤维化和组织优化。热锻锻件怎么样
只有了解了锻造的工艺要求和热处理的规范,以及选择合适的设备,才能完成锻件的锻造。想要确定锻件锻造工艺步骤分为以下步骤。首先锻件分类及工序,生产中常见锻件按其形状特点,可分为轴杆类、盘状类、空心类、曲轴类、弯曲类和复杂形类等。各种类型及形状零件的锻造工序,应根据锻件形状、尺寸、技术要求和生产批量等进行选择,并且先确定锻件成形所必须的基本工序、辅助工序、修正工序、再选择所需的工具并确定工序顺序和工序尺寸等。齿轮属于轮盘类,工序为:镦粗或拔长及镦粗、冲孔或芯轴扩孔等。热锻锻件怎么样
与锻件相关的文章
与锻件相关的产品




与锻件相关的新闻
-
浙江法兰锻件市价 2024-12-27 21:07:11锻造毛坯的润滑与防护技术播报编辑长期以来,热模锻只对或主要对模具润滑,而极少或不对毛坯进行润滑,通常所说的润滑都是指对模具的润滑。随着塑性成形技术的发展,为满足钢热挤压、高温合金和钛合金等难变形合金锻造、钢和有色金属冷锻和温度等精密成形技术的要求,发展了对锻造毛坯的润滑与防护技术。所谓锻造毛坯的润滑...
-
安徽承钢锻件行价 2024-12-26 04:07:03铸件的特点是容易获得其他地方不易获得的形状复杂的工作;铸件成本低;可以采用特殊工艺获得精密铸件,其表面不经加工即有理想的光洁度;铸件成形简单,比锻造价格便宜;但铸件容易出现缺陷,在强腐蚀及高压场合国内的级数一般不能保证锻件的质量。锻件是使用锻打设备对棒料进行锻打成型,一般无法锻打出比较复杂的工作,需...
-
上海铝合金锻件现货 2024-12-26 10:13:21锻件,工件或毛坯,锻件是指通过对金属坯料进行锻造变形而得到的工件或毛坯。锻件是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。这种力量典型的通过使用铁锤或压力来实现。铸件过程建造了精致的颗粒结构,并改进了金属的物理属性。在零部件的现实使用中,一个正确的设计能使颗粒流在主压力的方向。锻...
-
安徽锻件价位 2024-12-25 04:07:15模锻分为开式模锻和闭式模锻,模锻定义:将加热好的坯料放在固定于模锻设备上的模具内进行锻造的方法称为模锻。模锻是使用专门使用锻模进行锻造来获得所需形状和尺寸锻件的主要工艺方法。模锻的特点是:在锻压机作用下,坯料在锻模型腔中被迫塑性流动成型,从而获得比自由锻质量更好的锻件。模锻特点:优点:生产率高 。锻...
与锻件相关的问题