自由锻的设备:空气锤 结构简单,操作灵活,维修方便 但锤击力较小,水压机,水压机是在静压力下使坯料产生塑性变形,工作平稳,噪音小、工作条件好,产生较大压力,但设备庞大、结构复杂、价格昂贵。两种设备都无过载损坏问题,但若设备吨位选择过小,则锻件内部锻不透,且生产率低,反之,若设备吨位选择过大,则浪费人...
锻件基本参数
- 品牌
- 掌汛
- 材料材质
- 碳素钢,铜,合金钢,铝,铝合金,铜合金,钛合金,镁,钛,镁合金
- 工艺类型
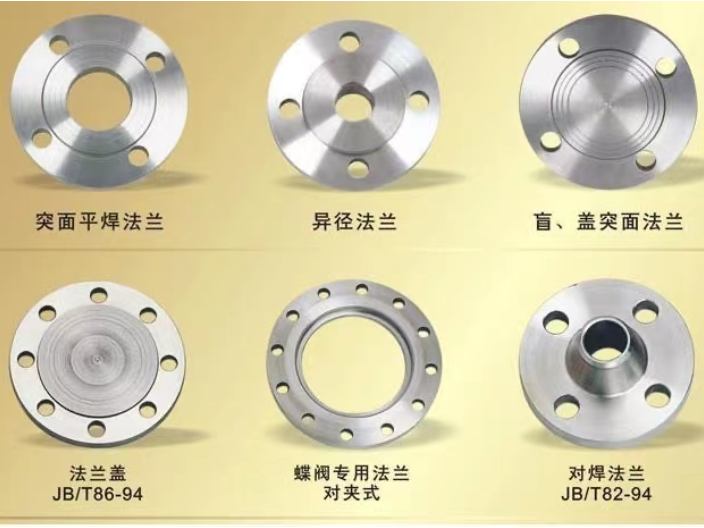
- 模锻,镦粗,自由锻,挤压,辗环,精锻,辊锻
- 材料原始形态
- 棒料,铸锭,液态金属,金属粉末
- 变形温度
- 热锻,冷锻,温锻,等温锻压
- 表面处理
- 表面阳极氧化,喷油,电镀,粉末喷涂
- 加工贸易形式
- OEM加工,来图、来样加工,来料加工
锻件企业商机
锻件质量的检验包括外观质量及内部质量的检验。外观质量检验主要指锻件的几何尺寸、形状、表面状况等项目的检验;内部质量的检验则主要是指锻件化学成分、宏观组织、显微组织及力学性能等各项目的检验。具体说来,锻件的外观质量检验也就是检查锻件的形状、几何尺寸是否符合图样的规定,锻件的表面是否有缺陷,是什么性质的缺陷,它们的形态特征是什么。表面状态的检验内容一般是检查锻件表面是否有表面裂纹、折叠、折皱、压坑、桔皮、起泡、斑疤、腐蚀坑、碰伤、外来物、未充满、凹坑、缺肉、划痕等缺陷。锻件具有较高的强度和耐磨性。安徽精密锻件哪家好

锻造的工艺流程:酸洗:按酸洗通用工艺规程进行;热处理:按热处理工艺规程淬火;1、下料:采用砂轮切割机下料,车端面,倒圆角;2、加热:采用电炉加热,炉温(450±10)℃,加热保温时间136min;3、模锻:模锻设备为6300kn摩擦压力机,先在锻模的镦粗台上将坯料压扁为所要厚度,再在型槽内平放料进行模锻;4、加热:炉温(450±10)℃,加热保温时间为30min(第二火);5、模锻:压至尺寸;6、加热:炉温(450±10)℃,加热保温时间为10~15min;7、热切边;8、酸洗:按酸洗通用工艺规程进行;9、热处理:按热处理工艺规程淬火;10、酸洗:按酸洗通用工艺规程进行;11.锻件修伤;12.锻件检验:检查材料牌号、外形及表面质量、硬度。浙江套筒锻件批发锻件具有优异的耐磨性和冲击性能,适用于重载和高速运动领域。

锻造锻件工艺辊锻的特点及应用,辊锻是近几十年将纵向轧制引入锻造业并经不断发展形成锻造新工艺,属于回转压缩成形类的范畴。辊锻机的上、下两个锻辊轴线平行、转向相反。安装在锻辊上随其旋转的辊锻模藉助摩擦将纵向送进毛坯曳入并连续地对其局部施压,使毛坯受压部位的截面积和高度都减小,宽度略有增加,长度的延伸较大。锻造方法的分类及工艺流程:目前锻造生产设备主要有:自由锻锤、模锻锤、螺旋压力机、水压机、热模锻压力机、 平锻机、无砧座锤、髙速锤、扩孔机、冷镦机、热镦机、精锻机等。按所用工具的不同,锻造可分为自由锻和模锻两大类。只用简单的通用性工具,或在锻压设备的上、下砧间直接使坯料成形而获得所需锻件的法称为自由锻。
确定合适的锻比,锻造比是锻造时金属变形程度的一种表示方法。锻造比以金属变形前后的横断面积的比值来表示。不同的锻造工序,锻造比的计算方法各有不同。由于锻造比大小可反映锻造对锻件组织和力学性能的影响,因此在制定变形工艺时,选择适当的锻造比是十分重要的。我国在锻造行业规模已稳居前列。随着装备制造业的快速发展,我国锻件产量持续保持高位,成为全球锻件的大生产国和消费国。锻件的制作流程:1、生产工艺准备,根据生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;2、生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;3、造型与制芯;4、熔化与浇注。锻件可以提供高精度和高稳定性的零部件,满足精密加工需求。

锻件热处理:锻件热处理按其热处理的目的不同可分为两组。缺陷分析:(1)氧化,金属坯料在加热时与炉中氧化性气体反应生成氧化物的现象称为氧化。氧化皮的产生,不但造成金属的烧损,而且降低锻件表面质量和尺寸精度。当氧化皮压入锻件内深度超过机械加工余量时,能导致锻件报废。(2)脱碳,加热时金属坯料表层的碳与氧等介质发生化学反应造成表层碳元素降低的现象称为脱碳。脱碳会使表层硬度下降,耐磨性降低。如脱碳层厚度小于机械加工余量,不会对锻件造成危害;反之则影响锻件质量。采用快速加热、在坯料表层涂保护涂料、在中性介质或还原性介性中加热都能减缓脱碳。锻件具有良好的耐磨性和抗腐蚀性,延长了零部件的使用寿命。江苏承钢锻件非标定制
锻件可以实现批量生产和大批量生产,满足不同规模的生产需求。安徽精密锻件哪家好
锻件热处理:(1)过热,金属坯料由加热温度过高或高温下保温时间太长引起晶粒粗大的现象称为过热。过热会使坯料塑性下降,锻件的力学性能降低。为此,要严格控制加热温度,尽可能缩短高温阶段的保温时间来预防过热的产生。(2)过烧,金属坯料加热温度超过始锻温度过多,使晶粒边界出现氧化及熔化的现象称为过烧。过烧后,材料的强度严重下降,塑性很差,一经锻打即破碎变成废料,是无法挽救的。因此,要严格执行正确的操作规范。(3)裂纹。大型锻件加热时,如果装炉温度过高或加热速度过快,则锻件心部与表层温差过大,造成内应力过大,导致产生裂纹。因此,对大型锻件加热时,要防止装炉温度过高和加热速度过快,一般应采用防热措施。安徽精密锻件哪家好
与锻件相关的文章



与锻件相关的新闻
-
江苏大型锻件定制价格 2024-12-28 21:06:53自由锻的设备:空气锤 结构简单,操作灵活,维修方便 但锤击力较小,水压机,水压机是在静压力下使坯料产生塑性变形,工作平稳,噪音小、工作条件好,产生较大压力,但设备庞大、结构复杂、价格昂贵。两种设备都无过载损坏问题,但若设备吨位选择过小,则锻件内部锻不透,且生产率低,反之,若设备吨位选择过大,则浪费人...
-
不锈钢锻件工作原理 2024-12-28 02:06:28闭式模锻和闭式镦锻属于模锻的两种先进工艺,由于没有飞边,材料的利用率较高。用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少。但是,应注意不能使坯料完全受到限制,为此要严格控制坯料的体积,控制锻模的相对位置和对锻件进行测量,努力减少锻模的磨损。碾环...
-
江西精加工锻件非标定制 2024-12-28 21:06:53SUS631不锈钢锻件是一种常用的不锈钢材料,具有优异的物理和化学性质,普遍应用于各种机械设备、航空航天、汽车制造和建筑工程等领域。下面将从应用和特点两个方面来分析SUS631不锈钢锻件。应用,SUS631不锈钢锻件适用于各种机械设备中需要承受高温、高压和强酸碱腐蚀的部件,例如液压缸、离合器、变速器...
-
江西钛锻件定制加工 2024-12-28 16:06:40锻件质量检查项目如下:(1)几何形状与尺寸一般锻件外形尺寸用钢尺、卡钳、样板等量具进行检测;形状复杂的模锻件可用划线方法进行精确检测。(2)表面质量锻件表面上若有裂纹、压伤、折叠缺陷,一般用肉眼即可发现。有时裂纹很小,折叠处不知深浅时,可在清铲后再观察;必要时可用探伤法检查。(3)内部组织锻件内部是...
与锻件相关的问题
新闻资讯