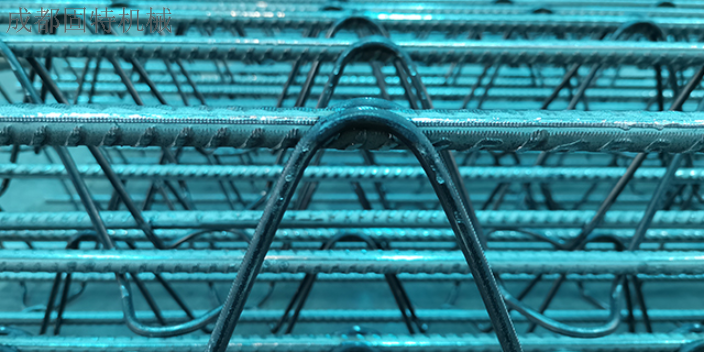
随着城市规模的日益扩张,新一轮工业的进行以及自动化技术不断更新换代,工业转型的呼声日渐高涨。多高层钢结构的迅猛发展,对于工程工期、质量都提出了更高的要求。而在施工建设环节中的楼板施工方法,往往是影响工期的重要因素。混凝土预制构件几乎无处不在,而在超高层采用PC结构且要达到高装配率,成本增加和建造效率降低是需要考虑的问题。装配式钢筋桁架作为现代预制装配式建筑必不可少的构件之一,在整体项目中起到了必不可少的作用。装配式钢筋桁架由三根拉直的钢筋按三角形布置,通过两根长波浪形弯曲的腹杆钢筋电阻点焊连接成型,钢筋型号多样、间距稳定,适合作为连接混凝土薄板与二次浇筑的夹心混凝土之间的连接筋,采用钢筋桁架的叠合楼板可承受更大的剪应力。中构生产的桁架钢筋主要有以下几个特点:1.自动化设备生产,耗损低,产能高,人工成本低,产品竞争优势明显;2.桁架受力模式合理,选材经济,综合造价优势明显;3.现场钢筋绑扎工作量减少60%~70%,更进一步缩短工期;质的主辅材供应,自动化设备生产,产品质量稳定;5.通过调整桁架高度和钢筋直径以适用于跨度较大的楼板;6.力学性能与传统现浇基本等同,抗裂性能好;7.工厂化生产,不受集结影响。可减少现场施工任务量;福建装配式全自动钢筋桁架焊接生产线联系方式
还有,由于钢筋比较多,可以承受很大的后期承载,所以对于后期承载力在,钢筋桁架板更加合适(楼承板则还要大量配筋)。在对于层数不高的工业厂房还是比较合适的。这个可以规避钢筋桁架板在高层建筑里大量占用吊车的弊端。钢筋桁架板的缺点:1.在跨距,他的价格不便宜;2.板的运输费用较高,且在运输过程中造成搭接端的损坏,这样就需要施工现场修复,影响安装进度和造成安装成本升高,严重的话会影响质量和施工安全;3.在施工过程中,由于钢筋桁架板的单块板的重量较重(工人两个人不能抬动,而楼承板两个工人可以抬得动),所以使用吊车比较多,这样会影响到其他专业的进度,而且安装的费用比较贵(约为楼承板安装费用的3倍);4.施工过程中,开洞和安装管线比较麻烦,(这一点也是设计院和施工单位多次和我提到的)尤其是开洞,如果处理不好,会造成,在浇注混凝土时会造成安全事故。2010年中建某单位,就是由于这个原因造成了人员伤亡的安全事故。5.这也是一个很重要的问题,就是由于钢筋桁架板是由钢筋和镀锌板焊接而成,如果焊接的机具质量不好的话,焊接的质量就会有问题,那么就会形成“脱焊”,这个是致命的,如果大面积的话,那发生安全事故的概率非常高。福建装配式全自动钢筋桁架焊接生产线联系方式钢筋桁架楼承板也是能够减少现场的捆扎量并加快施工的效率完成整体的施工进度增加其安全保证。

GB50010--2002)及《冷轧带肋钢筋混凝土结构技术规定》(JGJ95--2003)有关规定。另外,由于在施工阶段先以截面高度小的钢筋桁架承担该阶段的全部荷载,使得受拉钢筋中的应力比假定楼板全截面承担同样荷载时大。出现“受拉钢筋应力超前”现象。当楼板混凝土到达强度后,在使用阶段荷载作用下,钢筋桁架混凝土楼板与同样的截面普通楼板相比,钢筋拉应力及曲率偏大,并有可能使受拉钢筋在弯矩标准值作用下过早达到屈服。这种情况在设计中应予以防止,所以应控制楼板下部钢筋应力,楼板下部钢筋的拉应力应符合下列规定:为楼板下部钢筋的拉应力;为钢筋抗拉强度设计值。为楼板自重标准作用下钢筋桁架下弦的拉应力;为在除楼板自重以外的yong久荷载及楼面活荷载标准值作用下,楼板下部钢筋的拉应力。2)施工阶段钢筋桁架模板中桁架杆件的内力以及模板的挠度,采用桁架模型计算。承载能力极限状态按荷载效应基本组合。挠度采用荷载的标准效应组合计算。上下弦杆强度应按下式计算:N为杆件轴心拉力或压力。受压弦杆及腹杆稳定性应按下式计算:为轴心受压构件的稳定系数,按现行国家标准《钢结构设计规范》(GB50017--2003)附录C采用,其中受压弦杆的计算长度取。
开洞直径或宽度为100~1000mm时加设加强筋。5、钢桁架临时支撑施工部分钢桁架模板中间需设置临时支撑,可根据楼层高度采用多种不同高度的门式架搭设而成,门式架间距18m,上铺100×100木枋,如图。钢桁架临时支撑示意图6、轻质加气砌块的放置根据结构特点,为减少混凝土楼板的自重,板厚h≥140mm的板中需放置轻质加气混凝土砌块,其容重大于8kN/m³,强度等级不低于MU5,施工时每块砌块下均需加设支撑钢筋26,如图所示。加气砖铺设平、立面图7、施工注意事项⑴浇筑混凝土时布料不宜太集中,采用平板振捣器及时分摊振捣。⑵混凝土浇筑时,在泵送开关处增设控制压力流量表进行控制,防止较大的冲击力和过量的混凝土对钢楼承板结构造成影响;施工人员及设备应集中布置在主次梁部位,避免直接堆放在钢板上和拖动而造成钢筋桁架楼承板扭曲变形。⑶施工时应控制混凝土坍落度为12~15cm,且因钢筋桁架楼承板渗水性和透气性较差,混凝土凝结过程中板面水气蒸发较快,浇筑后混凝土板表面的收缩变形大于板底,故加强浇水养护能防止和减少板面收缩裂缝和保证混凝土实体强度。⑷焊接采用熔透点焊连接,施焊前应准备边角料引弧试焊,调整施焊电流。钢筋桁架楼承板是由钢筋、桁架、楼承板组成,在压型楼承板的基础上改进而来,是一种新兴建筑材料。
桁架支座钢筋用热轧钢筋HPB235或HRB335。⑵镀锌钢板:底模采用,双面镀锌量为120~180gm/㎡。⑶栓钉:为了使混凝土与钢梁能有效地连接成整体,在钢梁上设置了栓钉,采用zhuan用栓钉机进行施工。钢筋桁架楼承板横断面如图所示。钢筋桁架楼承板横断面示意图3、施工特性与以往的施工方法不同,在施工现场可直接将钢筋桁架楼承板铺设在钢梁上,然后进行简单的钢筋工程,便可浇筑混凝土。使用该模板不需架设木模及脚手架,底部镀锌压型钢板jin作为模板使用,不替代受力钢筋,故不需考虑防火喷涂及防腐维护等问题,因而施工快捷,可减少现场钢筋绑扎工作量约70%,缩短工期并节省成本。此外,钢筋排列均匀,上下两层钢筋间距及混凝土保护层厚度能充分得到保证,为提高楼板施工质量创造了有利条件。二、钢筋桁架楼承板的受力特点1、楼板的挠度普通的现浇钢筋混凝土楼板,施工阶段因下部支模故基本不产生挠度,待混凝土达到一定强度后拆模,在自重作用下楼板下挠,板底混凝土产生拉力甚至出现裂缝。钢筋桁架混凝土楼板则根据临时支撑的设置情况分别如下:⑴设置临时支撑:与普通现浇钢筋混凝土楼板基本相同;⑵不设临时支撑:混凝土凝固前。工厂电脑数控设备加工,实现了机械化生产,有利于钢筋排列间距均匀、整体受力均匀。浙江楼承板全自动钢筋桁架焊接生产线公司
腹杆采用成盘供应的冷轧光圆钢筋550级或650级;福建装配式全自动钢筋桁架焊接生产线联系方式
c.桁架挠度施工阶段钢筋桁架楼承板的挠度应按荷载的标准组合进行计算,挠度与跨度的比值应不大于1/180,且挠度值应不大于20mm。3、计算实例以本工程3层夹层板为例,钢筋桁架楼承板计算结果见表1。钢筋桁架楼承板计算结果四、钢筋桁架楼承板施工技术1、工艺流程弹线→清板→吊运→布板→切割→压合→侧焊、端焊→留洞→封堵→验收→栓钉→砌块施工→布筋→埋件→混凝土浇筑及养护。2、型材连接方法⑴钢筋桁架楼承板铺设与钢梁连接,板端头与钢梁熔透点焊,中间采用栓钉与钢梁穿透熔焊;钢筋桁架楼承板间用zhuan用夹紧钳咬合压孔连接;端头用zhuan用镀锌边模钢板与钢筋桁架楼承板或钢梁点焊;典型连接方法如图。支座连接图⑵在钢筋桁架楼承板与混凝土墙连接时,应加设角钢,并用膨胀螺栓固定在混凝土墙上,如图4。楼板与混凝土墙(柱)连接3、楼层标高的调整方法⑴当楼面层结构标高变化不一时,采取加焊Z型支架及附加钢筋措施,使水平结构呈台阶过渡,如图a;板面高差处节点图⑵降低标高时,在工字梁腹板加焊Z型支架和附加钢筋,如图b。4、楼面留洞处理混凝土楼面板预留孔洞,开洞直径或宽度小于100mm时可不设加强筋,混凝土浇注完毕并达到设计强度后切割洞口。福建装配式全自动钢筋桁架焊接生产线联系方式