闭式模锻和闭式镦锻属于模锻的两种先进工艺,由于没有飞边,材料的利用率较高。用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少。但是,应注意不能使坯料完全受到限制,为此要严格控制坯料的体积,控制锻模的相对位置和对锻件进行测量,努力减少锻模的磨损。碾环...
锻件基本参数
- 品牌
- 掌汛
- 材料材质
- 碳素钢,铜,合金钢,铝,铝合金,铜合金,钛合金,镁,钛,镁合金
- 工艺类型
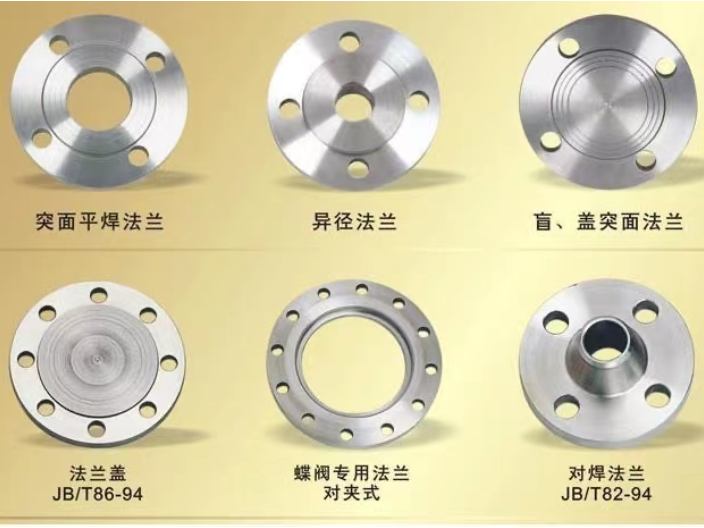
- 模锻,镦粗,自由锻,挤压,辗环,精锻,辊锻
- 材料原始形态
- 棒料,铸锭,液态金属,金属粉末
- 变形温度
- 热锻,冷锻,温锻,等温锻压
- 表面处理
- 表面阳极氧化,喷油,电镀,粉末喷涂
- 加工贸易形式
- OEM加工,来图、来样加工,来料加工
锻件企业商机
锻件用途:①船用锻件,像曲轴、尾轴、舵杆、推力轴和中间轴等。②锻压机械设备,像锤头、锤杆、水压机的立柱、缸体、轮轴压装机的支柱和缸体等。③模块锻件,主要是热模锻锤用的锻模。④汽车工业用锻件,像左、右转向节、前梁、车钩等,据统计在汽车中,锻压件占其质量的80%。⑤机车用锻件,像车轴、车轮、板簧、机车的曲轴等,据统计,在机车中锻压件占其质量的60%。⑥jun工用锻件,像炮管、门体、炮闩支架和牵引环等,据统计,在坦克中,锻压件占其质量的65%。锻件广泛应用于汽车、航空航天、船舶等工业领域。开封钛锻件

铸锭只用于大型锻件。铸锭是铸态组织,有较大的柱状晶和疏松的中心。因此必须通过大的塑性变形,将柱状晶破碎为细晶粒,将其疏松压实,才能获得优良的金属组织和力学性能。 经压制和烧结成的粉末冶金预制坯,在热态下经无飞边模锻可制成粉末锻件。锻件粉末接近于一般模锻件的密度,具有良好的力学性能,并且精度高,可减少后续的切削加工。粉末锻件内部组织均匀,没有偏析,可用于制造小型齿轮等工件。但粉末的价格远高于一般棒材的价格,在生产中的应用受到一定限制。扬州承钢锻件锻件的制造过程可以减少材料的晶界和夹杂物。

在现场调査阶段,主要是调查锻件所用原材料的材料牌号、化学成分、材料规格、材料保证单上的试验结果,进厂复验的各种理化测试和工艺性能测试的结果,甚至还要查明原材料的冶炼和加工工艺情况。与此同时还应调査锻造的工艺情况,包括锻件应该用的柺料、规格、下料工艺、锻造加热的始锻和终锻温度,所用锻压设备、加热设备、加热工艺、锻造的操作、锻后的冷却方式、预备热处理的工艺情况等。必要时还要调查操作者的情况和环境情况及执行工艺的原始记录。对于在后续工序和使用中出现的锻件质童问题还应调查后续工序的工艺。
冷锻:在室温条件下对金属材料进行塑性变形,得到各种精密零件、弹簧、卡子等。 不同的锻造方式具有各自的特点。其中,块材锻造和毛坯锻造可以得到粗大而简单的物品,成本较低;复杂形状锻造的精度和成形率比较高,在工程领域应用普遍;冷锻具有变形量小、精度高、表面质量好等特点,适用于需要高精度的零件制造。热锻是利用高温下金属的塑性变形性能,通过对金属施加压力或冲击来形成具有一定形状和性能的零件或工件。总体来说,热锻是一种非常重要的金属成形工艺,尤其在制造大型、复杂、高负荷的零件或工件时,具有不可替代的优点和应用价值。锻件可以生产各种形状和尺寸的零部件,满足不同需求。

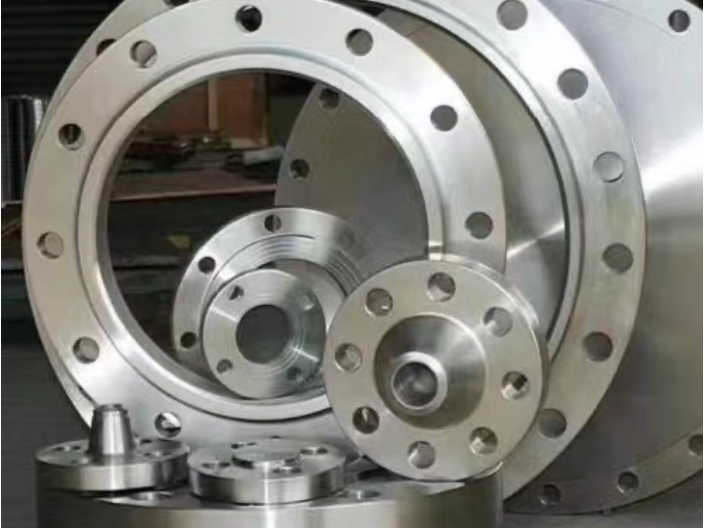
锻件加工是指采用压力加工方法对金属材料进行成形加工的过程,具有节能、制品性能优良等特点。下面中重重工集团对锻件加工的工艺流程进行介绍。材料准备:根据生产要求,选择合适的材料进行锻造加工。通常情况下,锻造压力较大,对材料的要求也比较高,要求材料具有良好的塑性和韧性,能够承受锻造的加工过程。常见的锻造材料有钢、铁、铜、铝等。料料加热:在锻造加工之前,需要将材料进行加热处理,使其达到适宜的成形温度。不同材料的加热温度也会有所不同,一般需要加热到较高温度,以便于材料的塑性变形和变形度的增加。锻件的表面光滑,具有良好的装配性能。法兰锻件公司
锻件可通过冷锻或热锻工艺进行加工,以适应不同的材料和要求。开封钛锻件
开式模锻是变形金属的流动不完全受模腔限制的一种锻造方式,开式模锻时,多余的金属沿垂直于作用力的方向流动形成毛边。开式模锻四个阶段:1.自由变形或墩粗阶段。2.形成毛边阶段。3.充满型槽阶段。4.锻足或打靠阶段。 开式模锻中飞边金属的损耗较大,通常飞边占锻件质量的10-50%。闭式模锻又称无飞边模锻。优点:1.减少飞边损耗2.节省切边设备。3.有利于金属充满型腔。4.闭式模锻时金属处于明显的三向压力状态,有利于低塑性材料的成型。闭式模锻所需的必要条件:1.坯料体积准确。2.坯料形状合理,并能在摸膛内准确定位。3.能够较准确的控制打击能量或模压力。4.有简便的取件措施或顶料机构。由于有上述这些必要条件,闭式模锻的使用受到限制。适用范围是轴对称或近似对称变形。开封钛锻件
与锻件相关的文章

与锻件相关的新闻
-
上海模锻件定制价格 2024-12-25 12:07:04锻造的工艺流程:酸洗:按酸洗通用工艺规程进行;热处理:按热处理工艺规程淬火;1、下料:采用砂轮切割机下料,车端面,倒圆角;2、加热:采用电炉加热,炉温(450±10)℃,加热保温时间136min;3、模锻:模锻设备为6300kn摩擦压力机,先在锻模的镦粗台上将坯料压扁为所要厚度,再在型槽内平放料进行...
-
福建毛坯锻件价位 2024-12-25 11:06:48锻件是什么?锻件是属于建材行业的,用途比较普遍,从概念来看:锻件就是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。锻件在制造的过程中是使用铁锤或是压力这样的力量来实现。并且在铸件的过程中,改变了金属的颗粒结构和物理属性。锻件的特点?1,规格要求严格,锻件的每片都需要一致,不会有瑕疵...
-
安徽钛锻件非标定制 2024-12-25 19:06:46锻造可以利用对金属坯料施加压力,使其产生塑形变形,改变其机械性能。通过锻造可消除金属的疏松。孔洞,使锻件的机械性能得以提高。 [2]锻件具有以下用途:①一般工业用锻件,是指机床制造业、农用机械、农具制造和轴承工业等民用工业。②水轮发电机用锻件,像主轴和中间轴等。③火电站用锻件,像转子、叶轮、护环主轴...
-
浙江铝合金锻件定制加工 2024-12-25 17:06:53锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、铜、钦等及其合金。材料的原始状态有棒料、铸锭、金属粉末和液态金属。锻造可分为自由锻、墩粗、挤压、模锻、闭式模锻、闭式敏锻。锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。摆辗、摆旋锻和辗 环也可用精锻加工。锻件需要每片都...
与锻件相关的问题