随着制冷剂被冷凝成液体,比容变小,管子数也变少,以此保证制冷剂在冷凝后半段时仍保持较高的流速和换热系数。微通道换热器主要优势参数管片式层叠式微通道单位体积表面积/(m3/m3)50~100850~1500>1500体积换热系数/(W/(m3·K))(液体)~50003000~7000>7000体积换热系数/(W/(m3·K))(气体)20~10050~300300~2000流动方式紊流紊流层流热流量/(W/cm3)<1------->10相对长度20-------1等效率下的尺寸10-------1投资11与常规换热器相比,微通道换热器不仅体积小换热系数大,换热效率高,可满足更高的能效标准,而且具有优良的耐压性能,可以CO2为工质制冷,符合环保要求,已引起国内外学术界和工业界的多方位关注。目前,微通道换热器的关键技术—微通道平行流管的生产方法在国内已渐趋成熟,使得微通道换热器的规模化使用成为可能。微反应器,微结构换热器设计加工 联系创阔能源科技。普陀区换热器微通道换热器
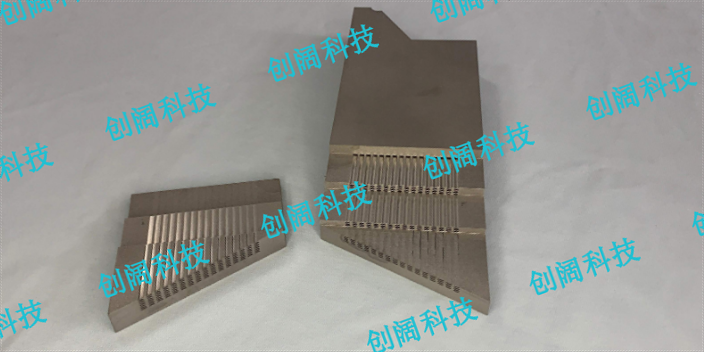
真空扩散焊产品介绍产品名称:真空扩散焊材料材质:陶瓷和可伐合金、铜、钛、玻璃和可伐合金;黄金和青铜;铂和钛;银和不锈钢;铌和陶瓷、钥;钢和铸铁、铝、钨、钛、金屑陶瓷、锡;铜和铝、钛;青铜和各种金属以及非金属材料等等。材料厚度(公制):真空扩散焊的材料厚度通常是采用。产品用途:扩散焊已用于反应堆燃料元件、蜂窝结构板、静电加速管、各种叶片、叶轮、冲模、换热器流道板片、深孔加工、工装治具、镀膜夹具、电子元件、五金配件、模具冷却等的制造。产品价格:真空扩散焊的价格通常是以材料的厚度、产品管控精度要求、量产数量等等因素来进行综合核定评估的,一般批量越大价格越优惠。焊接加工能力:创阔金属公司拥有先进的真空扩散焊接设备,生产能力强、焊接产品精度高、品质持续稳定,公司每月可生产各种规格的真空扩散焊产品2吨以上,是国内综合实力较强的真空扩散焊厂家。样品提供:由于打样数量较多,基于成本的压力,本公司所有的真空扩散焊产品都采用付费打样的模式操作,样品费用可以在后续的批量订单中根据协议金额返还给客户,样品交期我司一般控制在3天内,加急24小时出样。南京微通道换热器厂家供应异形微通道换热器,创阔科技设计加工。
微化工过程是以微结构元件为,在微米或亚毫米()的受限空间内进行的化工过程。针对微反应器,通常要求其特征长度小于。在微化工过程中,微小的分散尺度强化了混合与传递过程,从而提高了过程的可控性和效率。当将其应用于工业生产过程的时候,通常依照并联的数量放大的基本原则,来实现大规模的生产。微化工技术通常包括,微换热、微反应、微分离和微分析等系统,其中前两者是较为主要的。理解传热强化简单的来说,相较于常规尺度下的管道,微通道有着极大的比表面积。这保证了在整个传热过程中,管壁与内在流体之间存在着快速的热传递,能够很快实现传热平衡。理解传质强化一般来说,微通道的尺寸微小,有着更短的传递距离,有利于传质过程的快速完成,实现温度与浓度的均匀分布;同时另一方面,大多数微尺度流动的雷诺数远小于2000,流动状态为层流,没有内部涡流,这反而不利于传质的快速完成。而大多数文献认为微化工器件仍是强化传质能力的,因为人们已经在致力于研究新型的微混合设备和方法。而创阔科技继而开拓创新制作微通道、微结构的换热器制作。
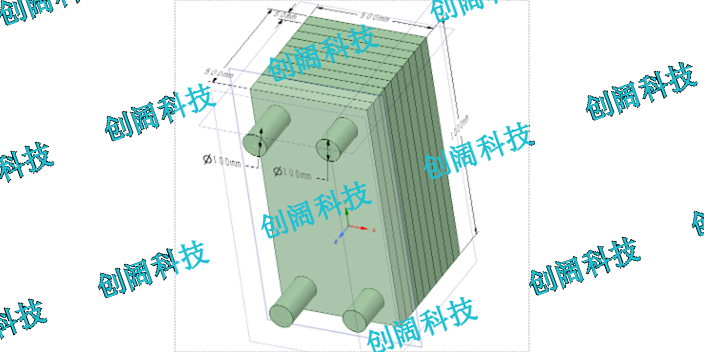
创阔科技的微通道换热器是一种采用特殊微加工技术制造的换热器。当量水力直径通常小于1mm。该换热器的特点是单位体积换热量大,耐高压,制造难度大。在微通道设计中,如果当量直径过小时,可能需要关注微尺度效应。此时,传统的宏观理论公式不再适用于流动和传热。,我们将使用FLUENT制作一个简单的微通道换热器案例。当然,微通道换热器的当量直径足以通过解决NS方程来模拟。2模型和网格。由于实际换热器单元较多,流道数量较大,本案按对称面截取部分计算。换热器长度60mm,宽度6mm,微通道高度mm,宽度1mm(当量直径mm)。全六面网格划分如下。网格节点总数为691096。3求解设置在这种情况下,我们假设介质在微通道换热器流道的流动状态为层流,所以选择层流模型,打开能量方程。我们为换热介质设置了两组水/水、气/水。水和空气是默认的。事实上,应根据温度设置相应的值。换热器本体由钢制成,不考虑单元之间连接造成的传热阻力(单元与单元之间的集成模型)。换热器的入口设置为速度入口边界,出口设置为压力边界。根据以下值设置,介质流向为逆流。除上下边界外,其余为绝缘墙。换热介质序号名称类型值温度水/水换热1热水入口速度边界m/s。真空扩散焊接加工,氢气换热器,设计加工咨询创阔能源科技。
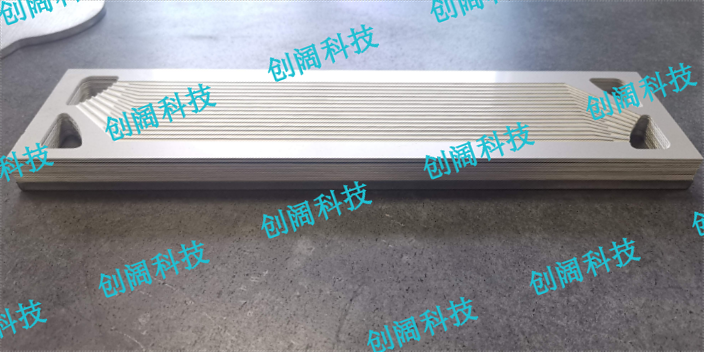
创阔科技采用真空扩散焊接制造微通道换热器,热交换器作为热管理系统关键装备,小型化(紧凑化)、换热效率高效化是当前该领域的主流发展方向,其使役性能方面的要求也日益严苛。这直接导致了热交换器装备在用材、加工、制造工艺等方面面临极大的挑战。以列管式换热器为例,对于薄壁或超薄壁的换热管,是以产品结构优化使用分体机械加工再真空扩散焊接加工来完成,然而普通的换热管极易发生溶蚀和烧穿,很难难焊并不不能焊。创阔科技团队通过焊接材料成分体系的科学设计、焊接工艺制度的不断优化,机械加工的不断更新,超薄壁换热管的焊接难题可以得到有效的解决。多层焊接式换热器,找创阔科技。石家庄创阔金属微通道换热器
创阔科技一站式提供加工换热器,液冷板,均温板。水冷板等。普陀区换热器微通道换热器
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。普陀区换热器微通道换热器
苏州创阔金属科技有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。是一家有限责任公司(自然)企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。公司始终坚持客户需求优先的原则,致力于提供高质量的真空扩散焊接加工,再生塑料颗粒过滤网,狭缝掩膜板微孔板设计加工,微通道换热器设计加工。创阔金属科技顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的真空扩散焊接加工,再生塑料颗粒过滤网,狭缝掩膜板微孔板设计加工,微通道换热器设计加工。