- 品牌
- 三千科技
- 型号
- 齐全
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 常州三千科技
机壳上还设置有至少一个出口150,腔体通过入口140与外界连通。当机壳100在介质内运动时,外界的介质可以通过入口140流入腔体,并从出口150流出,在此过程中即可实现腔体内部的散热。本实施例的优点在于:腔体内的发热元件可以和外界的散热介质直接接触,发热元件的热量由散热介质直接带走,省去了通过导热件、机壳进行导热的步骤,使得发热元件的散热不用受到导热件、机壳的导热能力的制约,从而能够提成导热效率。同时,散热介质能够依靠机壳100的运动进入腔体,无需设置风扇等额外的主动散热器件,有助于简化结构。此外,介质与机壳100之间的相对速度可以随着机壳100的运动速度变化,当机壳100的运动速度较高时,通常意味着发热元件的功率增大,散发的热量增加,此时介质相对于机壳100流速也相应增加,从而提升散热效率,即本实施例还可在一定程度上实现散热效率的自动调节。本实施例中,机壳100的首端近似为头的形状,具体是,沿机壳100的尾端120至机壳100的首端110的方向(也即图1中的箭头方向),位于机壳100的首端110上侧的壁130朝机壳100的下侧弯曲,从而形成一弧形壁,壁130的顶部开设有入口140。弧形的壁130能够减少机壳100在介质中运动时的阻力,同时。淮安新能源汽车折叠fin焊接

半导体led因其具有低能耗、高亮度的优点已被广泛应用于照明。但是,led灯片是一种发热体,在工作中会产生高温,如果不能充分散热,则会因长时间工作所产生的高温而造成亮度降低,使用寿命缩短。led灯片受自身特性所限,只能依靠对流和辐射散热,现有的散热装置普遍存在散热效率低、散热速度慢的缺点。在公开号为cnu的中国**公开了散热器,包括导热板和散热体,散热体由多个的散热片面面相对平行间隔排列组成,在散热片的至少两相对侧边垂直设有搭边,在搭边的内侧设有槽口,在搭边的外侧设有钩扣,通过相邻的钩扣与槽口的搭扣连接使相邻散热片相互连接;导热板背贴固定在散热体的侧面上,在导热板上水平连接固定有若干导热管,导热管的一端延伸至散热体的一端面上,并贯穿至散热体的另一端面上。现有技术中类似于上述的散热模组,其通常在导热板的背面设有若干燕尾卡条,在散热体的侧面上设有与燕尾卡条适配的燕尾槽,通过燕尾卡条插入燕尾槽中,使得导热板的连接操作简易;但是,因为散热体是由若干片散热片组合而成,燕尾槽内壁的平整与每片散热片的加工精度息息相关。苏州水冷板折叠fin焊接
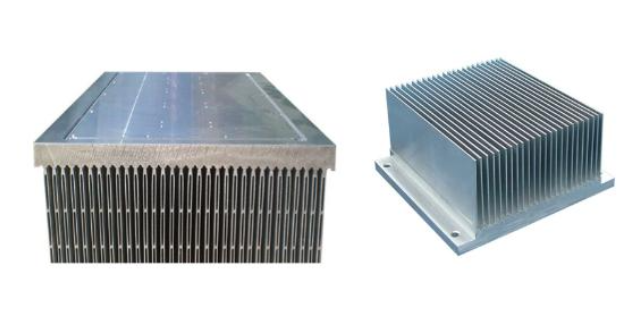
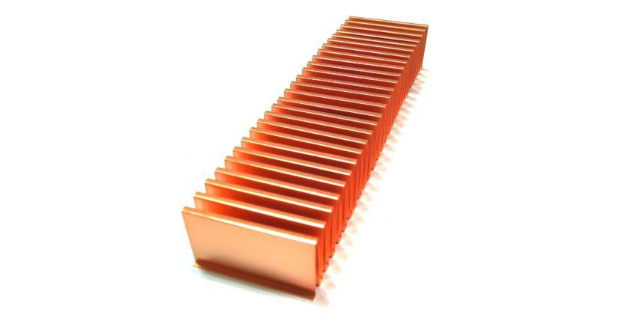
散热片铝切削散热片虽然从散热面积上解决了这种铝挤型所不能达到的效果,但是现在模具的精密程度直接影响到我们散热片整体的造型和散热能力,所以更多的厂商开始想到用加工机械精密的刀具直接将成块的铝锭进行切削到我们想要的形状,这样在加工过程中既不会出现变形,也不会使各种杂质在铝挤的过程中进入到散热片中,也能使我们的散热面积大化。散热片铜切削散热片使用了这么长时间的铝挤型散热片,不管如何改变我们的加工工艺,都难以满足不断增长的CPU发热量,有的厂商不得不在成本上不惜血本,舍铝而求铜,由于铜的导热系数远远大于铝,热传导能力的成倍增加,对于我们的散热是大有裨益;然而由于铜的硬度远远大于铝,所以在加工过程中,对制程来说是一次严峻考验。所以传统的挤压成型工艺已经不能适用于铜了,而不得不变成这种切削的方式来进行加工。铝﹑铜堆栈散热片有一点是值得我们注意的,那就是成本与利润永远是厂商所追求目标,所以各大厂商就开始想出了更为优化的方案,将铜﹑铝片材用折压的方式,制成我们想要的各种形状的散热片,然后与适当的各种散热片底板用焊接的方式联结在一起,这样既达到了我们散热的要求,同时也加快了我们生产的进度。
在上述方法中,所述冷却油50被填充于整个所述容纳腔101,并允许冷却油50在所述电池仓101之间流动。进一步地,安装所述冷却液循环装置于所述冷却管道40的所述进口401和所述出口402,以促进所述冷却液22在所述液冷板20的所述液冷板主体21的所述冷却通道213内的流动,以持续地吸收所述电池单元30和所述冷却油50的热量,并有利于加快所述电池单元30和外部的热量交换。推荐地,安装所述冷却油循环装置于所述电池箱体10的所述进油口和所述出油口之间,以促进所述冷却油50在所述容纳腔101内的流动,以降低所述电池单元30在工作过程中产生的热量,并有利于进一步加快所述电池单元30和外部的热量交换,实现所述电池模组100快速均匀地降温。进一步地,在所述步骤(a)之前,进一步包括步骤(d):模拟所述电池模组100的散热系统,以在后续根据模拟结果组装所述电池模组100,并形成安全可靠的散热系统。具体来说,在所述步骤(d)中进一步包括如下步骤:()获取所述电池模组100单位时间内的发热率和发热量。具体来说,根据所述电池单元30的参数,建立所述电池模组100的发热模型,进而根据发热模型计算单位时间内的发热功率及发热量。。

包括基板、吹胀板式翅片、风扇和芯片模组,所述基板一侧与芯片模组接触,另一侧连接有多个吹胀板式翅片,所述基板中部为镂空凹槽结构,所述镂空凹槽内嵌有一铜块,所述铜块位于基板与芯片模组之间,所述风扇位于基板、吹胀板式翅片和芯片模组一侧;所述基板与吹胀板式翅片连接的一侧设有若干凹槽,每个凹槽内安装有一个吹胀板式翅片,相邻吹胀板式翅片之间设有间隙,所述吹胀板式翅片为u型对称结构,包括u型部和连接在u型部上的吹胀板,所述吹胀板内部设有腔体,所述腔体内灌注有冷凝剂,所述u型部插入凹槽连接固定。上述技术方案中进一步改进的方案如下:1.上述方案中,所述基板四周设有螺丝孔,所述螺丝孔内设有螺套,所述螺套头部与基板连接处设有垫圈,所述螺套远离头部一端外侧设有套环。2.上述方案中,所述芯片模组与基板相背一侧设有pcb板,所述pcb板通过螺丝与螺套配合连接在基板上。3.上述方案中,所述芯片模组与铜块通过导热胶粘接在一起。4.上述方案中,所述基板和铜块的连接方式为焊接、胶粘或铆接。5.上述方案中,所述基板上吹胀板式翅片两侧设有翅片,所述翅片为鳍片或吹胀板。6.上述方案中,所述u型部和连接在u型部上的吹胀板为一体折弯成型结构。无锡汽车散热器折叠fin厂家
淮安新能源汽车折叠fin焊接
进而满足所述电池模组100均匀快速地散热。另外,所述电池单元30为所述电池模组100的电芯,所述电池单元30的类型不受限制,所述电池单元30的具体实施方式不能成为对本实用新型所述电池模组100的内容和范围的限制。根据本实用新型的另一个方面,本实用新型进一步提供所述电池模组100的组装方法,其中所述组装方法包括如下步骤:(a)藉由多个所述液冷板20将所述电池箱体10的所述容纳腔101分隔成所述电池仓1011;(b)安装至少一所述电池单元30于所述电池仓1011;以及(c)填充所述冷却油50于所述电池箱体10的所述容纳腔101内,并使得所述冷却油50浸没所述电池单元30。推荐地,在所述步骤(a)中,所述液冷板20被无缝地安装于所述电池箱体10的内壁。推荐地,所述步骤(b)中,所述电池单元30相互间隔地保持于所述电池仓1011,以使得所述冷却油50充分地包裹所述电池单元。进一步地,在上述方法中,连通所述液冷板20的所述进液口211于所述冷却管道40的所述进口401,连通所述液冷板20的所述出液口212于所述冷却管道40的所述出口402。根据本实用新型的一较佳实施例,在上述方法中,填充所述冷却油50于相互的电池仓1011,以藉由所述冷却油50快速地均衡所述电池单元30产生的热量。推荐地。淮安新能源汽车折叠fin焊接
常州三千科技有限公司依托可靠的品质,旗下品牌三千科技以高质量的服务获得广大受众的青睐。是具有一定实力的机械及行业设备企业之一,主要提供散热器,换热器,液冷系统,水冷板等领域内的产品或服务。同时,企业针对用户,在散热器,换热器,液冷系统,水冷板等几大领域,提供更多、更丰富的机械及行业设备产品,进一步为全国更多单位和企业提供更具针对性的机械及行业设备服务。常州三千始终保持在机械及行业设备领域优先的前提下,不断优化业务结构。在散热器,换热器,液冷系统,水冷板等领域承揽了一大批高精尖项目,积极为更多机械及行业设备企业提供服务。
- 苏州真空钎焊折叠fin厂家 2024-11-13
- 南京铜铝合金折叠fin工程 2024-11-12
- 徐州水冷板折叠fin维修 2024-11-12
- 无锡铜铝合金折叠fin价格 2024-11-12
- 苏州汽车散热器折叠fin价格 2024-11-12
- 南京水冷板折叠fin 2024-11-12
- 镇江新能源汽车折叠fin焊接 2024-11-11
- 无锡轨道交通折叠fin焊接 2024-11-11
- 淮安IGBT模块折叠fin用途 2024-11-11
- 宿迁不锈钢折叠fin用途 2024-11-11
- 徐州铜铝合金折叠fin用途 2024-11-11
- 泰州机箱散热折叠fin焊接 2024-11-10